








No processamento de fechaduras inteligentes, o que exatamente é o “processo CNC”?
2025-03-27
Estudo de Caso: Usinagem CNC de 5 Eixos para Placas Ósseas Médicas de Titânio (TC4)
2025-03-29Pesquisa sobre usinagem CNC de cinco eixos para impulsor de aço inoxidável vórtice
Contexto do Projeto
HXC Precisão
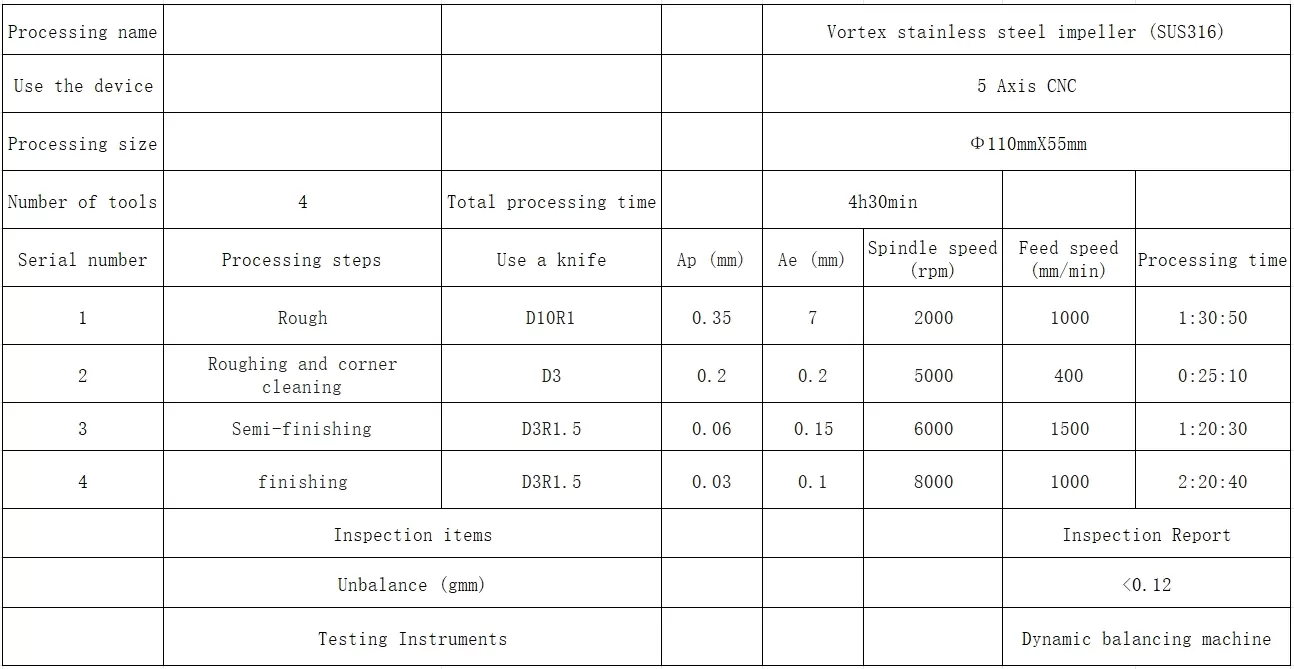
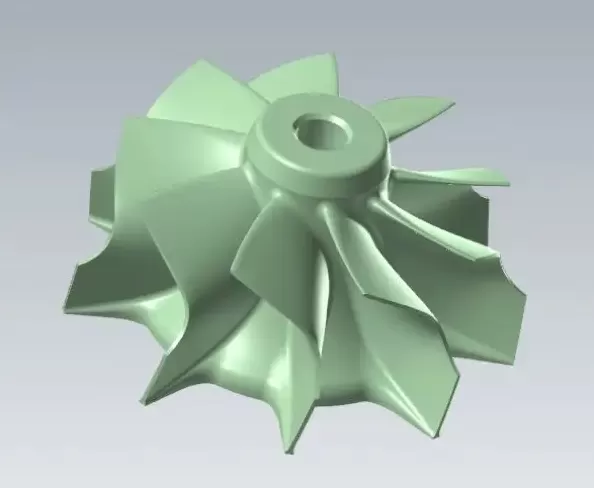
HXC Precision recebeu um pedido de um fabricante de equipamentos industriais para fabricar um lote de impulsores de aço inoxidável para turbinas. O material do impulsor é aço inoxidável SUS316, que possui excelente resistência à corrosão e propriedades mecânicas, sendo adequado para ambientes industriais rígidos. No entanto, o impulsor tem uma geometria complexa e requisitos extremamente elevados em relação à precisão e acabamento superficial, o que tornou-se um desafio importante durante o processo de usinagem.
Desafios
1. Propriedades do material:
O aço inoxidável SUS316 tende a endurecimento ao trabalho durante o processamento, resultando em aumento do desgaste das ferramentas, o que por sua vez afeta a eficiência e a qualidade do processamento.
2. Complexidade geométrica:
O impulsor possui múltiplas superfícies curvas e estruturas de canal de fluxo interno, sendo que equipamentos convencionais de três ou quatro eixos não atendem aos requisitos de processamento de suas formas complexas.
3. Requisitos de alta precisão e qualidade superficial:
As geometrias das pás devem ser altamente consistentes para garantir o equilíbrio dinâmico e a eficiência operacional da turbina, além de que a superfície das pás exige um acabamento extremamente elevado para reduzir a resistência ao ar ou fluido.

Solução
1. Seleção de equipamentos e design do processo:
A HXC Precision optou por um centro de usinagem CNC de cinco eixos avançado para o processamento. A usinagem de cinco eixos permite o processamento em ligação multiângulo de superfícies curvas complexas, reduz o número de vezes de fixação, garante a precisão e aprimora a eficiência produtiva. Para áreas complexas de canais de fluxo, adota-se uma estratégia de processamento em partições, combinando o processamento rude e o fino.
2. Otimização de ferramentas e parâmetros de corte:
Para lidar com as características de endurecimento do aço inoxidável SUS316, a HXC Precision selecionou ferramentas de carbeto revestido e ferramentas de cerâmica para as partes de corte de alta resistência. Através de experimentos, os parâmetros de corte foram otimizados, usando uma velocidade de alimentação menor e uma velocidade média para reduzir o desgaste das ferramentas e a deformação térmica da peça. Ao mesmo tempo, um sistema de refrigerante eficiente foi utilizado para reduzir a temperatura de corte e evitar o desgaste rápido das ferramentas.
3. Otimização do caminho de processamento:
É utilizado software avançado de CAM para simular detalhadamente a geometria do impulsor e planejar o caminho, a fim de garantir que o deslocamento ocioso seja minimizado durante o processamento e evitar cortes bruscos das ferramentas que possam causar desgaste das mesmas ou deformação da peça. O caminho de processamento utiliza métodos de alimentação diferentes em áreas distintas da pá, a fim de garantir a precisão do processamento de cada parte.
4.Medição online e controle de qualidade:
Durante o processamento, um sistema de medição online é utilizado para monitorar em tempo real a espessura, a curvatura e as dimensões críticas das pás por meio de sonsdos precisos, a fim de garantir que ajustes de compensação sejam feitos a qualquer momento durante o processamento, evitando erros de usinagem. O produto final do impulsor é testado por uma máquina de medição trí dimensional (MMT) e uma máquina de balanceamento dinâmico.
A máquina de balanceamento dinâmico assegura que o erro de todas as dimensões críticas seja controlado dentro de ±3mm e o desequilíbrio seja menor que 0,1gmm.
5. Tratamento de superfície:
Para atender aos altos requisitos das turbinas em relação ao acabamento superficial do impulsor, o mesmo sofre um polimento ultra-preciso após o processamento, de forma a fazer com que a rugosidade superficial atinja valores dentro de Ra 0,3, garantindo o melhor desempenho em dinâmica de fluidos em alta velocidade.
Solução
Precisão e consistência:
A precisão dimensional crítica de todos os impulsores atinge o padrão de projeto, sendo que a espessura da pá mais fina é de 0,9mm (altura 28mm), o desequilíbrio está dentro de 0,1gmm e o erro é controlado dentro de ±3 micrômetros, garantindo o equilíbrio e o funcionamento eficiente da turbina.
Surface finish:
O acabamento superficial do impulsor atinge Ra 0,3, o que melhora significativamente a eficiência da mecânica dos fluidos e reduz as perdas de energia durante o funcionamento.
Eficiência de processamento:
Graças à seleção otimizada de ferramentas e ao caminho de processamento, a Yixin Precision aumentou a eficiência do processamento em 20% e encurtou o ciclo de entrega, ao mesmo tempo em que garantiu a qualidade.
Feedback do cliente:
O cliente ficou muito satisfeito com a alta precisão e a superfície lisa do impulsor, e estabeleceu um relacionamento de cooperação de longo prazo com a HXC Precision para a produção subsequente de peças de alta performance.

Resumo:
Este caso demonstra plenamente as vantagens da tecnologia de usinagem CNC de cinco eixos no processamento de superfícies complexas e peças de alta demanda. A HXC Precision resolveu com sucesso as dificuldades no processamento de material de aço inoxidável através de equipamentos de alta precisão, fluxo de processo otimizado e controle de qualidade rigoroso, fornecendo aos clientes produtos de impulsor de turbina de alta qualidade.