








Rennteam Stuttgart x RapidDirect:赛车工程创新合作
2024-10-15案例研究:LURA 与 RapidDirect 合作生产精密火箭发动机零件
2024-10-15
工具和注射模塑
凭借二十多年的行业领先地位,HXC专注于先进的模具解决方案,包括双色、多材料、包覆成型和嵌件成型(塑料/金属混合)。我们的垂直整合工作流程涵盖设计、精密模具、大批量成型和质量保证,并得到最先进计量系统的支持。
多色汽车模具案例

Mold type:Automotive HL Lamp
Mold name:Rear Combo Lamp Housing Mould
Mold life:Five Hundred Thousand Sets
模具类型:汽车HL灯
模具名称:2K平面导光模具
模具寿命:五十万套


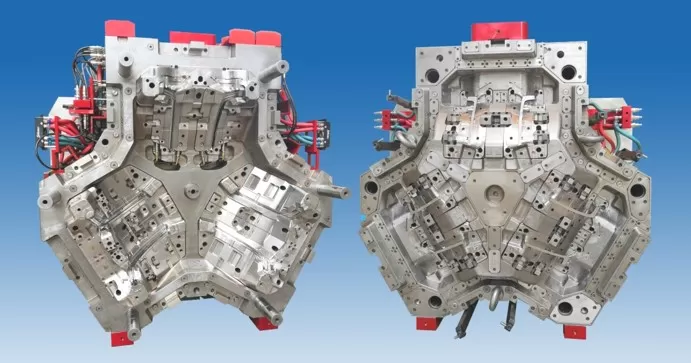
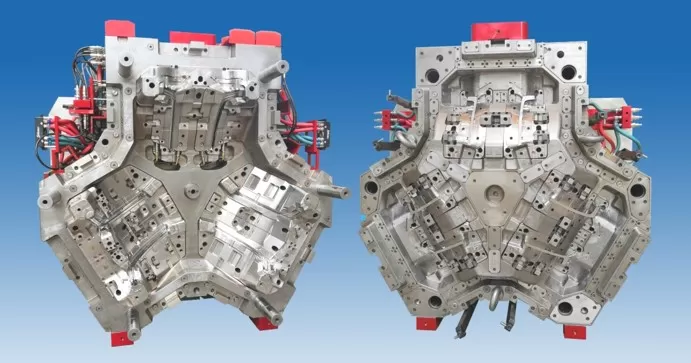
模具类型:汽车RL灯
模具名称:后组合灯罩模具
模具寿命:五十万套
模具类型:汽车HL灯
模具名称:三色三工位模具
模具寿命:五十万套
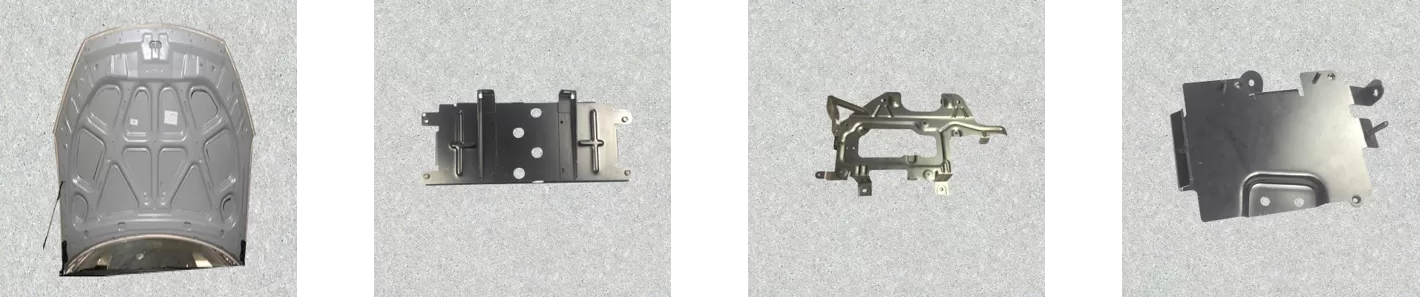
多色汽车产品案例

灯:RCL透镜
产品名称:汽车照明
颜色:三色

灯:RCL透镜
产品名称:汽车照明
颜色:双色

灯:HL透镜
产品名称:汽车照明
颜色:双色
灯:RCL透镜
产品名称:汽车照明
颜色:双色
双色工艺专用生产设备

蓝光扫描仪
双头电火花加工机
数控钻铣复合机床
多色产品的独特生产设备
530T 2K注塑机
厚壁2K注塑机
HXC其他工业多色产品展






2K模具设计的十个关键注塑考虑因素
两个不同的腔体插入件形成单独的产品组件,而两个芯插入件保持相同的几何形状。
腔侧必须同心旋转180度,并与芯精确对齐。
在设计过程中验证机器规格,包括最大/最小模具高度、顶杆间距和夹紧力。
三板模具需要自喷射喷嘴系统,特别注意柔性材料喷嘴的可靠喷射。
在第二个射弹腔内设计间隙释放,以防止损坏第一个射弹组件。严格评估关闭区域的完整性,以避免在高注入压力下发生闪蒸风险。
稍微加大第一次注射组件的尺寸,以确保在第二次注射过程中紧密对齐腔体,提高密封效果。
防止熔体流动在第二次注射过程中取代第一个注射部件,这可能会导致尺寸变形。
为型腔和型芯实施平衡和均匀的冷却通道布局。
考虑到柔性材料的变形风险,99%的应用首先涉及模制刚性部件,然后是柔性包覆成型。
通过兼容的树脂选择(如专用TPU等级)和受控的模具表面光洁度来优化材料附着力——更光滑的表面增强了粘合强度。