








艺术照明解决方案
2025-03-06
球墨铸铁件缩孔的案例研究
2025-03-11重力铸造浇注系统中的气泡跟踪
HXC的客户来自全球各个行业。我们理解国际思维、正直、真诚和无借口态度的重要性。正是这种服务心态是与客户保持长期合作的关键。我们承担责任,将客户的产品视为自己的业务
我们的服务包括原型制造、数控加工、模具制造、注塑、压铸、钣金制造和冲压、挤压、产品组装,以及各种表面处理服务。
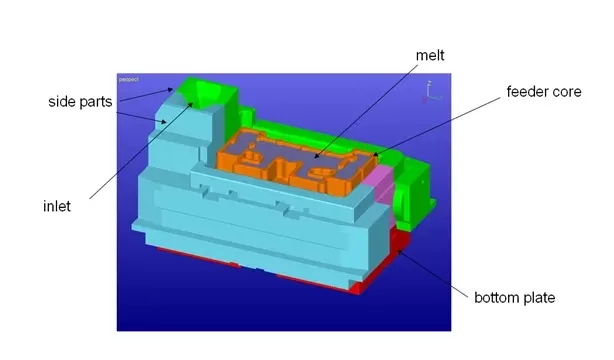
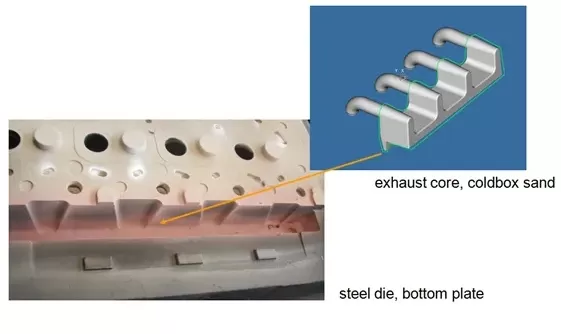
模具本体说明
铸造系统
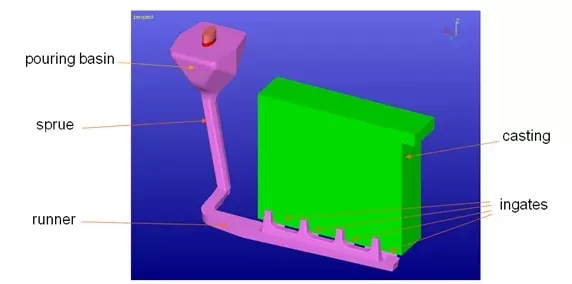
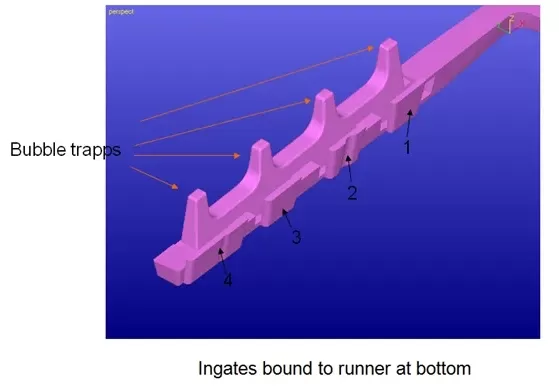
闸门设计
闸门通过转轮底部与铸件连接,每个闸门中间设计有气泡聚集区。
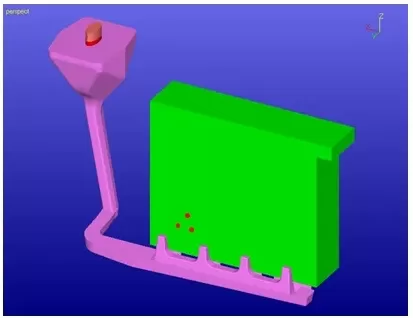
模具本体连接位置说明
问题描述
1.铸件凝固后,浇口1和浇口2之间的区域出现收缩缺陷
2.我希望用FLOW-3D CAST来了解收缩的原因
铸件收缩的原因
对上述四种缩孔解决方案的回顾
- 1.缩孔
- 2.考虑凝固过程中的收缩
- 3.气体沉淀收缩
- 4.浇注前让熔融金属释放气体
- 5.砂芯气体泄漏和收缩
- 6.主要来自粘合剂产生的气体
- 7.大多数缩孔分布均匀
- 8.空气收缩
- 9.在铸造过程中出现低压区,气体从分型面吸入
- 10.跑道区域
- 11.大门区
- 12.在浇注过程中会继续产生气泡
原因确认
分析1:假设浇注过程中金属液体的压力变化将气体带入铸件
1.如果转轮和闸门处的压力大于大气压,则无法从分型面吸入气体。
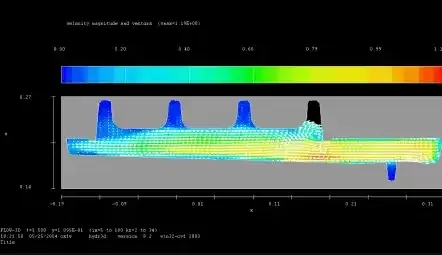
2.如果闸门位置的流量相同,则应在每个闸门位置均匀地产生气泡。
闸区流速分布
转轮系统中的压力变化
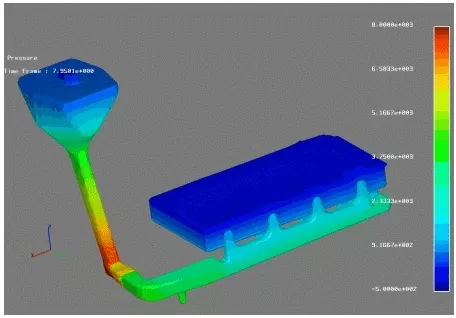
结果表明,压差不应引入气体。
分析2:假设在浇注过程中,熔融金属将气体带入流道中的铸件
1.浇口区存在气体
2.这些气体会被冲到流道区域吗?
3.如果这些气体被冲到流道区域并进入闸门,这些气体会集中在某些区域吗?还是它们分布均匀?
4.气泡的大小会影响浓度吗?
5.分析模拟设置
6.在倾倒杯位置以均匀的速度产生气泡
7.密度:空气密度的10倍
8.尺寸设计:0.3毫米、0.5毫米、0.8毫米
9.部分耦合(流体运动不会受到气泡的影响)/完全耦合(流体的运动会受到气泡运动的影响)
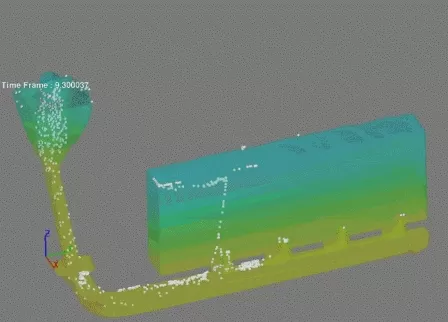
开放气泡模拟
- 入口下方以恒定速率产生气泡
- 密度:10 x空气密度(氧化皮)
- 尺寸(直径):0.3毫米、0.5毫米、0.8毫米
- 部分互动/完全互动
闸门设计A,气泡尺寸0.5mm,完全耦合。
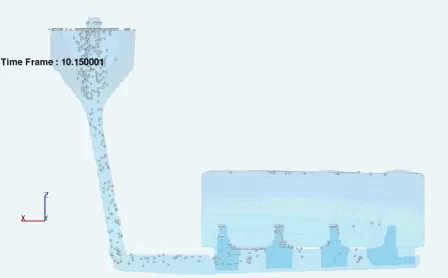
闸门设计A,气泡尺寸0.8mm,完全耦合。
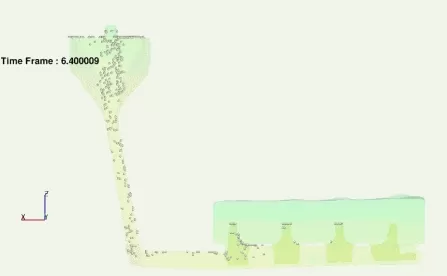
闸门设计B,气泡尺寸0.3mm,完全耦合。
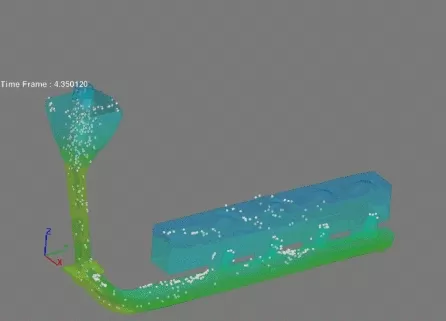
闸门设计B,气泡尺寸0.5mm,完全耦合。
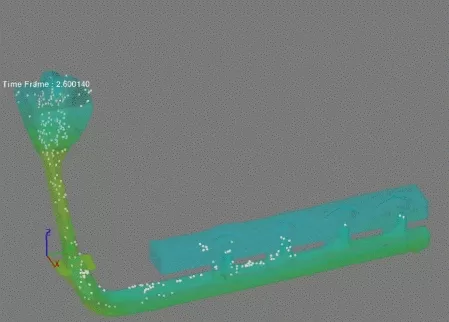
闸门设计B,气泡尺寸0.8mm,完全耦合。
结论
1.最初预测气泡是铸件凝固过程中产生的缺陷。
2.通过数值模拟,确定了气泡产生的真正原因。
3.可以优化浇注系统,以减少气泡产生的问题。