







福特汽车变速箱压铸箱
发表于:2022年2月14日由HXC
压铸模具的一套成功研发是一个庞大的系统工程,它集成了材料、热处理、模具设计、压铸技术、加工技术、装配技术、生产管理和质量控制等多种技术。定制压铸解决方案是一个非常重要的部分,技术的合理性直接影响零件质量及其后期生产。
汽车变速箱是汽车传动系统中最关键的部件。齿轮箱壳体通常具有复杂的结构,难以制造。对于这些复杂的压铸部件,一个好的压铸设计解决方案对产品质量起着决定性的作用。本文将详细介绍HXC制造的福特汽车变速箱的案例。
压铸齿轮箱的材料分析:
变速箱壳体材料为A380,具有良好的流动性、耐磨性、气密性和抗热裂性。它是铸造、机械和热性能的完美结合。
其综合铸造性能适用于变速箱壳体的制造和生产,对其化学成分和力学性能的分析如下:



压铸件早期问题分析:
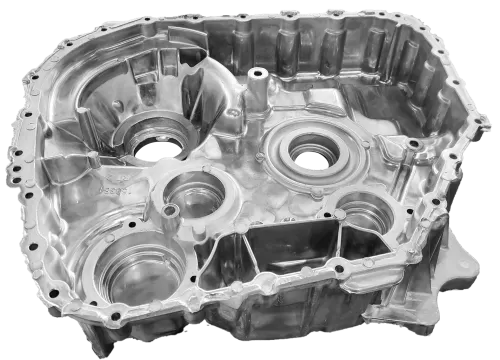
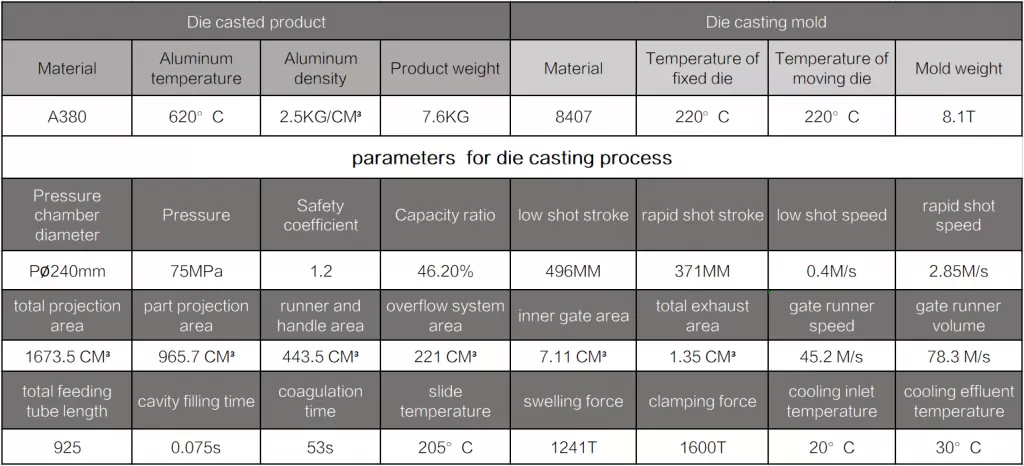
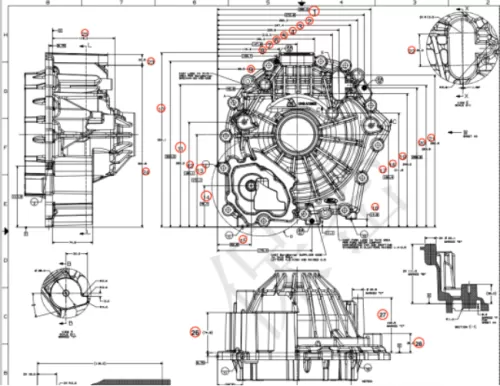
变速箱壳体的外形尺寸约为322mmX321mmX203mm,重量约为7.6kg。这种薄壁铸件的结构特征是平均厚度约为4mm。有许多凸起、凹坑和大量的加强筋和螺栓孔。复杂的几何形状容易阻碍熔融金属的流动,从而导致填充不良。经过CAE分析和科学计算,我们决定采用1600T压铸机进行生产。如果客户的图纸有任何问题,HXC团队将在与客户讨论后进行改进和修改,然后将解决方案提交给客户审查。
压铸工艺优化设计
Die casting mold for gearbox shells works in severe environment requiring highly in performance, and has complicated structure with large difference in wall thickness. Die casting mold is required to pass leakage testing under high pressure, so defects of cold insulation and air holes that can cause leakage in casting, which are our priorities to be avoided and solved. To solve these problems, must make synthetic judgment from aspects of mold structure, parameter design and CAE analysis, improve the die casting process, optimize designing, and conduct reasonability verification through production testing.
浇注系统设计:
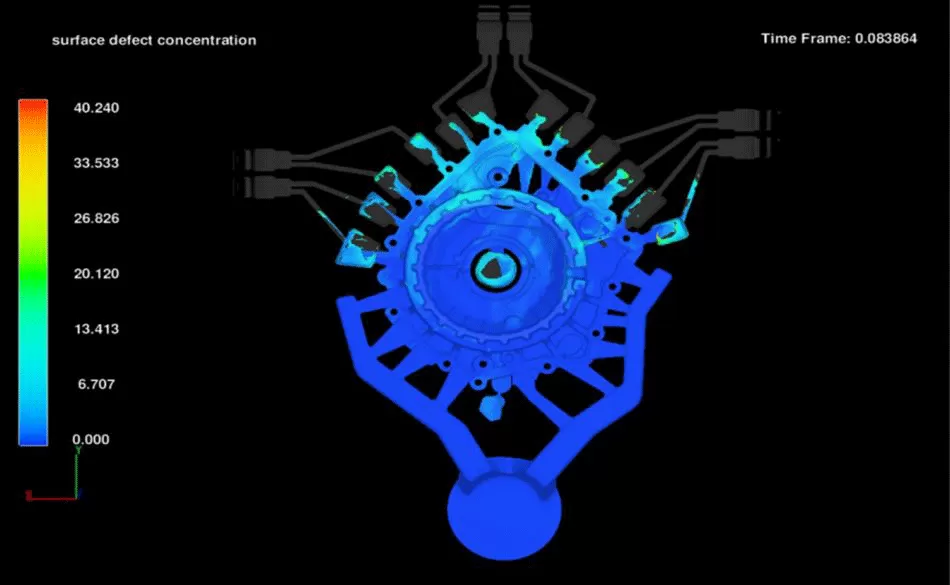
浇注系统的设计应确保尽可能短的流量。两侧熔化的金属同步进料,同步达到峰值,与空气和废物一起平行推出,不会导致空气滞留在端部。根据仿真分析结果,该浇注系统是一种理想的解决方案。请查看详细的CAE分析报告。
压铸模具设计:
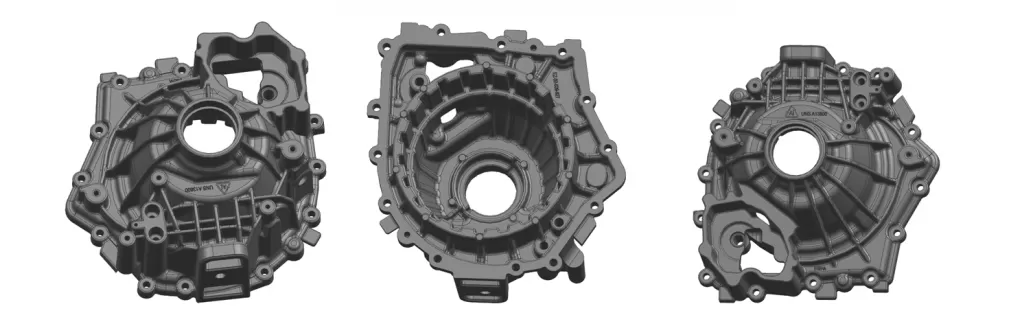
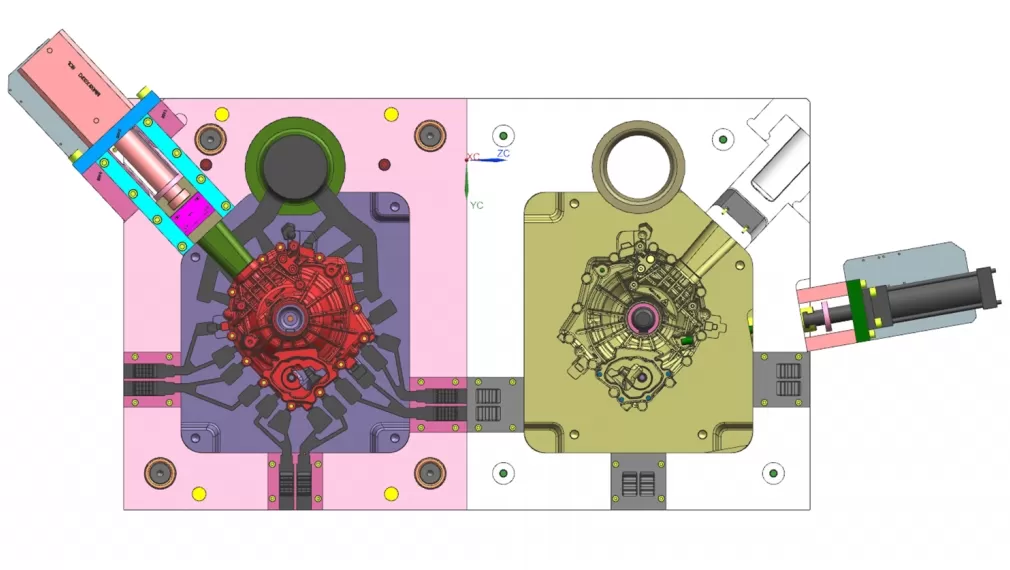
这种压铸件是在恶劣环境中工作的汽车变速箱壳体,长时间暴露在高温、高压、高湿或寒冷、颠簸和灰尘中,尺寸较大,结构复杂,气密性要求高,因此对设计、加工和压铸有更高的要求。材料方面,选用Uddeholm Tooling(瑞典)的8407钢,该钢具有优异的抗塑性变形、热磨损、热冲击开裂和热疲劳开裂性能。请查看详细的DFM分析和3D模具设计。
HXC根据最终的压铸加工方案和工艺参数,确定了模具结构,制作了汽车变速箱壳体的压铸模具。然后在模具试验中,将模具的初始温度设置为210℃,当模具随着温度的逐渐升高达到热平衡时,我们没有在产品上发现明显的缺陷。最后根据模具和零件的特点,经过综合考虑和计算,确定了相关的压铸参数。
压铸变速箱壳体的质量检验
根据HXC在类似项目中的丰富经验,压铸生产中可能存在局部孔洞、关键尺寸不稳定或合格率低等问题,通常表现在以下几个方面:
- 脱模时,由于夹持力过大,产品变形。
- 换档轴孔内发生拉拔损坏
- 保冷发生在加强肋的端面或交叉处。
- 小角落出现裂缝。
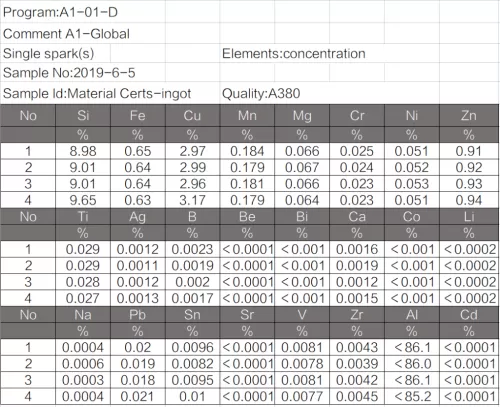
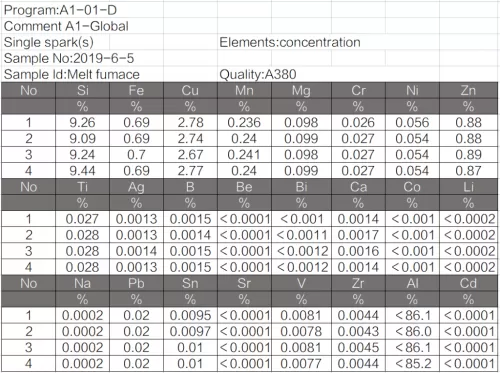
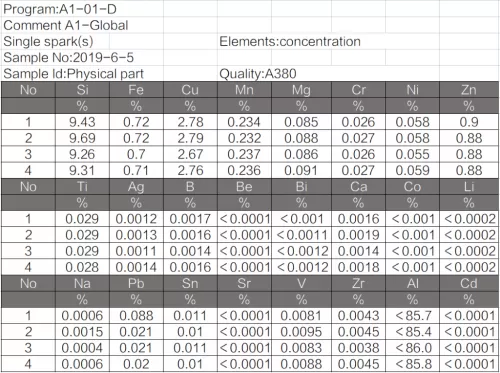
材料检验:我们使用光谱仪对压铸材料进行成分检验,以确保我们使用的材料符合产品要求,避免使用错误或其他不合格的材料制造不符合汽车标准的不正确的失败压铸产品HXC将在三种条件下测试压铸原材料,即材料证书铸锭、熔炉和物理部件。然后减去这三个测试的数据。如果减法后的值小于0.01,则合格。若非如此,则需重新制作。
表面检查:我们主要对压铸件的表面进行目视检查,通常表面常见的缺陷有:
Strain: along the direction of demoulding, pull damage occurs on die casted part surface caused from too small mold draft and metal stickiness, in severe cases, it’s even called the strained surface.
Layer marks: there are obvious metal layers in casted parts.
Water waves:smooth stripes can be seen on casted part surface. Water waves:smooth stripes can be seen on casted part surface.
Cold insulation: obvious, irregular, and sunken line marks(penetrating and non-penetrating) on casted part surface with tiny and narrow shape and sometimes smooth edge with a possibility of break.
Cracking: thermal fatigue on the surface of the mold cavity causes network bulges and metal flash on casted part surface.
Sunk: smooth sunk marks occur in thick area of casted parts.
Short-casting: there are insufficient areas on the casted part surface, causing unclear outline.
Flash, burr: thin metal sheet, rough or sharp edges occur at the edges of parting surfaces.
压铸件的X射线检查(内部孔隙检查)
铸件内部孔洞超过标准尺寸将直接影响产品的机械性能,因此必须通过X射线检查确定产品内部孔洞的位置和尺寸。对于齿轮箱产品,我们进行100%的X射线检测,以确保每件产品都合格。



尺寸检查:
压铸件的尺寸主要通过CMM和轮廓投影仪进行检测。结合专门设计的检验量规,HXC QC部门可以测量准确的数据,以确定零件是否符合尺寸要求。

福特变速箱结论:
据统计,福特变速箱的生产合格率超过98%。我们的压铸产品是HXC精通高端复杂压铸技术的最佳证明。
HXC拥有10多台压铸机,最大压铸机3500T,可满足大型压铸产品的生产要求。此外,我们拥有50多台后处理和检测设备。此外,我们每年都在不断提高我们的制造能力。HXC团队随时为您服务。HXC可以为您完善产品。