








HXC无人机整机加工案例
2025-03-20
汽车变速器同步器轮毂的去毛刺与磨削工艺
2025-03-21CAESES和FLOW-3D耦合优化案例:压铸模型优化
压铸是一种金属铸造工艺,其中熔融金属被压入模腔以生成相应的模型。在这个案例研究中,重点是压铸件的形状优化。使用8个设计变量在CAESES软件中创建参数模型,并结合FLOW-3D软件计算和监测定义的目标参数。
本研究的主要目的是减少压铸过程中夹带的空气量。同时,自由表面缺陷浓度(这些表面杂质主要是自由表面上的氧化物)被控制在不高于基线模型。建立了一个基于CAESES和FLOW-3D的全自动工作流程,其中CAESES优化策略用于生成和分析不同的设计变体。

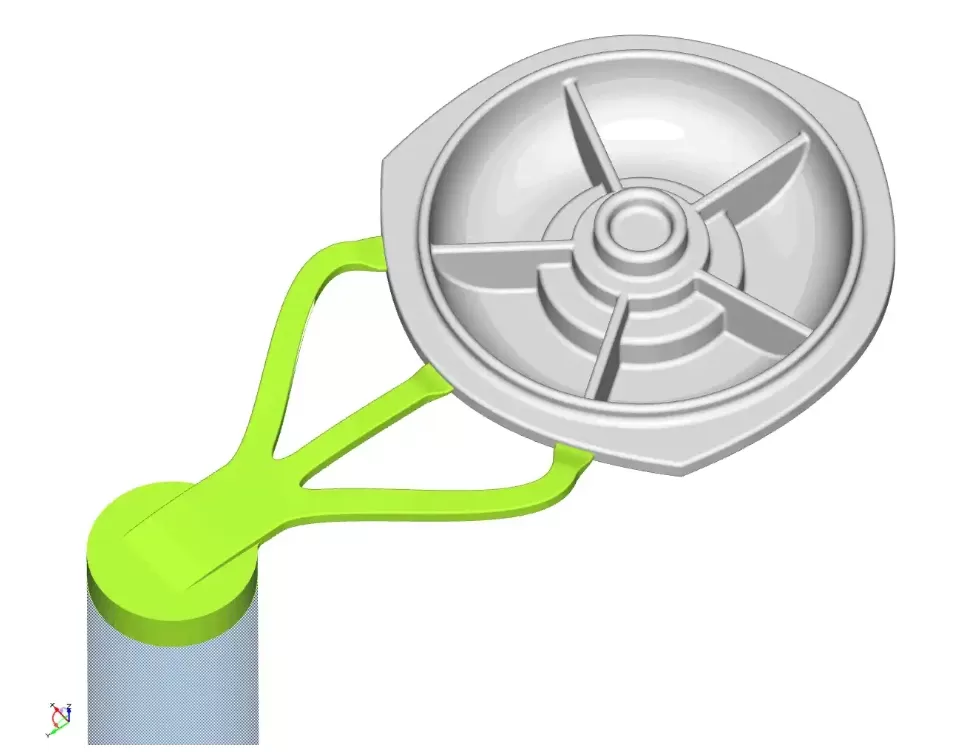
铸造系统,其中绿色零件在优化过程中可以改变形状
几何模型
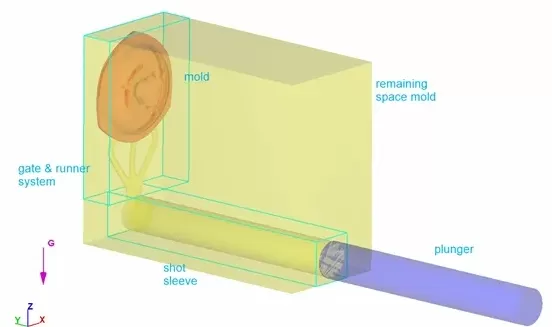
初始参考几何模型从外部导入,并在CAESES中重建为完全参数化的几何模型。从实体模型中移除模具、流道和注射套筒区域,以形成封闭的流体域模型,并建立自动工作流程来自动生成网格。
零件的长度、角度和其他几何特征可以改变。以下动画显示了自动优化过程中几何模型的一些典型变化:


约束条件
压铸液从流道进入压铸件的速度范围为20至60m/s;这个分段模型应该能够匹配整个跑步者模型;当压铸液进入压铸件时,可以进入快速浇注阶段;压铸液的流动应通过从薄部分到厚部分的最短路径。
CFD自动计算
对于初始模型,在FLOW-3D软件中进行分析设置,然后可以通过CAESES中的“软件链接”功能将这些设置重新用于新生成的变体。从材料属性到网格参数的一切都可以在CAESES中控制。FLOW-3D生成的结果数据可以自动导入CAESES,并可以提取目标参数来评估仿真结果。
网眼特性
整个模型网格由两部分不完全匹配的网格组成;实际网格总数约为1400000个,基本网格尺寸为2mm。
模拟特性
对于活塞,其材料为铍钴铜合金(铜模),导热系数为300(W/(m·K)),比热容为3.52e+06(J/(m³.K))。对于模具空间,其材料为铁l H13,导热系数为28.6(W/(m·K)),比热容为35618.014(J/(m³.K)),最大热穿透深度为14mm。
压铸各部件的整体设置
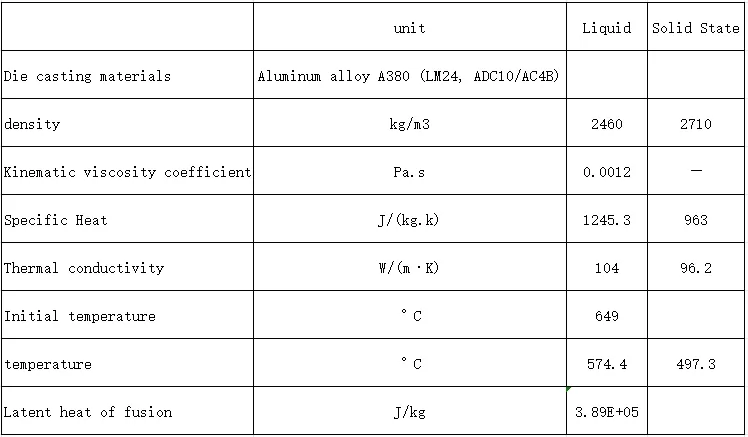
压铸液的特性如下表所示:
使用带有自由曲面模型的流体,并应用以下模型:
•空气夹带
•气蚀
• Defect tracking
•密度评估
•重力和非惯性参考系
•热传递
•移动和简单变形物体
•固化
•粘度和湍流
模拟结果
优化过程分为两个阶段。在第一阶段,对基本流量参数进行优化。在快速浇注阶段,速度控制在1.5~2.5m/s(基准为1.6m/s)。同时,压铸液的温度在620℃~680℃之间变化(基准为649℃)。
在这一阶段的优化之后,进行第二阶段的模拟。在这个阶段,形状参数的变化由自动优化算法控制。
总体优化结果表明,与初始基线设计相比,夹带的空气量减少了15%;同时,自由表面缺陷的程度降低了1%。应该指出的是,自由表面缺陷的程度不是这种优化的目标参数之一。以下图片显示了这项研究的一些结果:
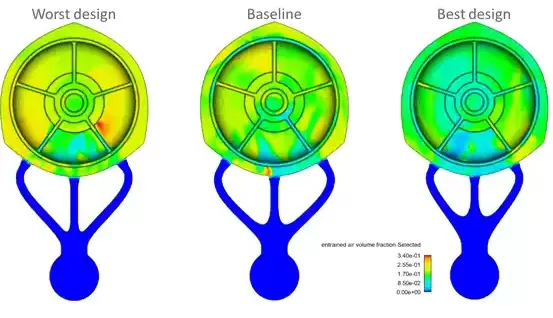
夹带风量比较
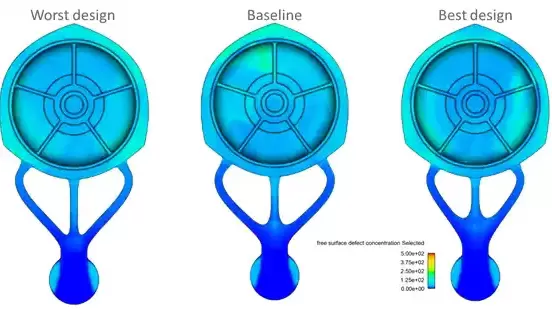
自由表面缺陷水平比较