








Кейс оптимизации с использованием coupling CAESES и FLOW-3D
2025-03-21
Кейс промышленных роботов HXC в диекстовом литейном производстве
2025-03-22Процесс удаления Burrs и шлифовки гибеля синхронизатора автомобильного КПП
Как ключевой компонент автомобилей, автомобильные КПП ставят особенно строгие требования к материалу, геометрическим Tolerансиям (форме и положению), качеству поверхности и другим факторам механических деталей, установленных в них. Гибель синхронизатора — незаменимый и важный компонент КПП, который principalmente используется для уменьшенияimpactа между зубчатыми колесами при переключении передач и обеспечения гладкого изменения скорости автомобиля.
1.Гибель зубчатой колесы синхронизатора до удаления бurrs, шлифовки и полировки
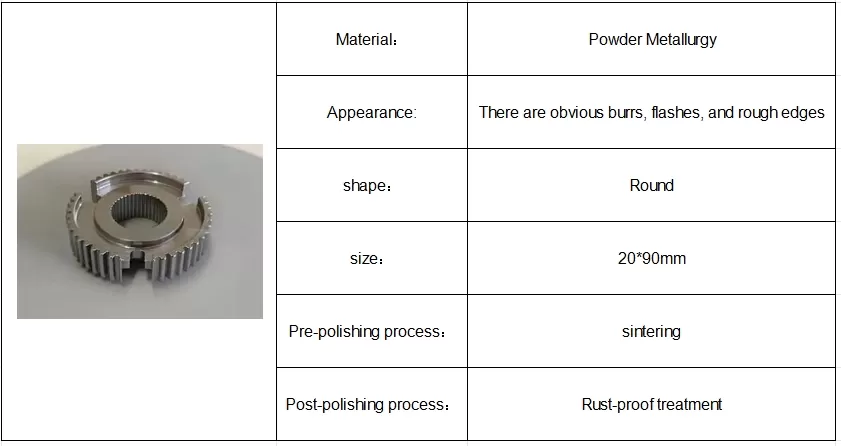
2.Требования к полировке и удалению бurrs:
Массовое и эффективное удаление бurrs, шавings (flash) и шероховатых краев для улучшения яркости поверхности.
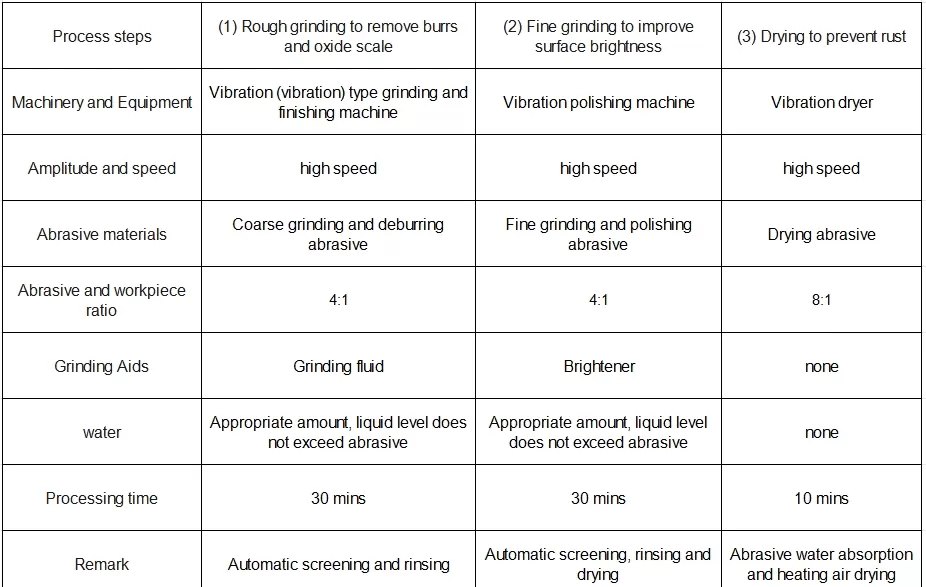
3.Детали процесса удаления бurrs, шлифовки и полировки гибели зубчатой колесы синхронизатора:
4.Сравнение эффектов удаления бurrs, шлифовки и полировки гибели зубчатой колесы синхронизатора


5.Дополнительные примечания
6.Итоговый обзор
В данном случае мы продемонстрировали процесс обработки поверхности (ос фачивки, удаления буров и полировки) детали гибеля зубчатой колесы синхронизатора, изготовленной методом порошковой металлургии.
Данный процесс также применим к полировке поверхностей цепных колес (шарниров), втулок, конструкционных деталей, 3D-распечатанных продуктов и изделий из металлических порошков методом металлоинъекционного成型 (MIM).