







HXC — гибочный трубный штамп с вытяжкой сердечника
2024-10-15Инструментарий и литье под давлением
С более чем двадцатилетним опытом лидерства в отрасли, HXC специализируется на передовых инструментальных решениях, включая двухцветное и многоматериальное литье, литье с наливкой и вставками (гибридные пластик/металл). Наш вертикально интегрированный рабочий процесс охватывает дизайн, точное инструментальное производство, крупносерийное литье и контроль качества, поддерживаемый передовыми метрологическими системами.
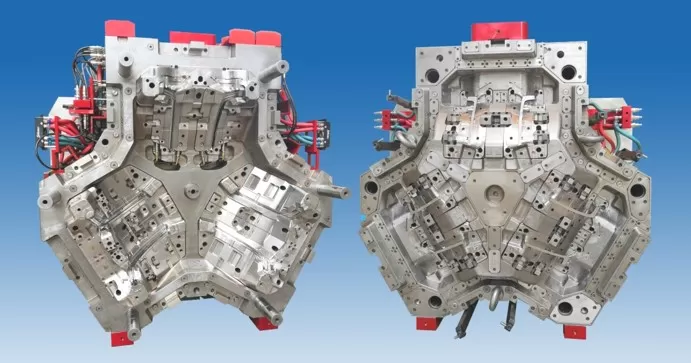
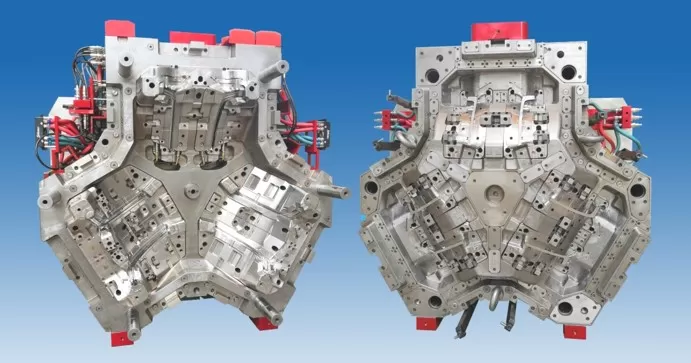
Примеры многоцветных автомобильных форм

Тип формы: Автомобильная задняя фара RL
Название формы: Форма для корпуса комбинированной задней фары
Срок службы формы: Пятьсот тысяч комплектов
Тип формы: Автомобильная фара HL
Название формы: 2K плоская световодящая форма
Срок службы формы: Пятьсот тысяч комплектов


Тип формы: Автомобильная задняя фара RL
Название формы: Форма для корпуса комбинированной задней фары
Срок службы формы: Пятьсот тысяч комплектов
Тип формы: Автомобильная фара HL
Название формы: Трехцветная трехпозиционная форма
Срок службы формы: Пятьсот тысяч комплектов
Примеры многоцветных автомобильных изделий

Фара: Линза RCL
Название: Автомобильное освещение
Цвет: Трехцветный

Фара: Линза RCL
Название: Автомобильное освещение
Цвет: Двухцветный

Фара: Линза HL
Название: Автомобильное освещение
Цвет: Двухцветный
Фара: Линза RCL
Название: Автомобильное освещение
Цвет: Двухцветный
Специальное производственное оборудование для двухцветных технологий

Синий световой сканер
Двухголова станок с электродным разрезанием
ЦИК сверло-фрезерный комплексный станок
Уникальное производственное оборудование для многоцветных изделий
530T двухкомпонентный инжекционный пресс
Толстостенный двухкомпонентный инжекционный пресс
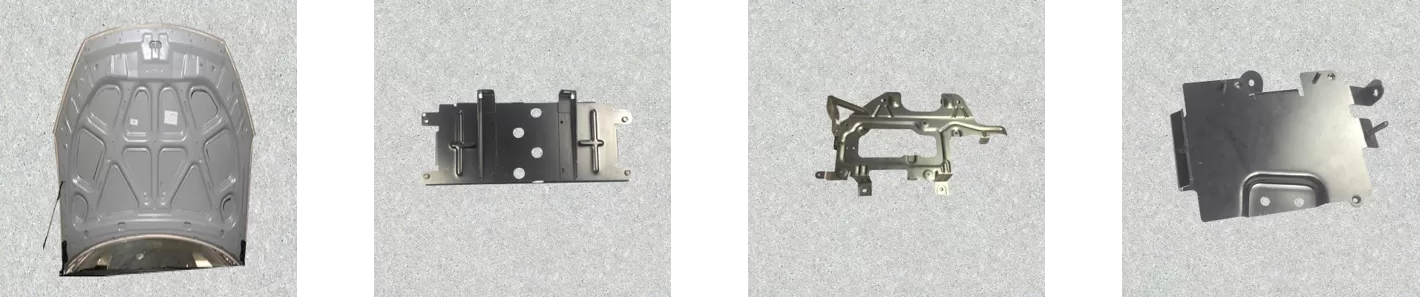
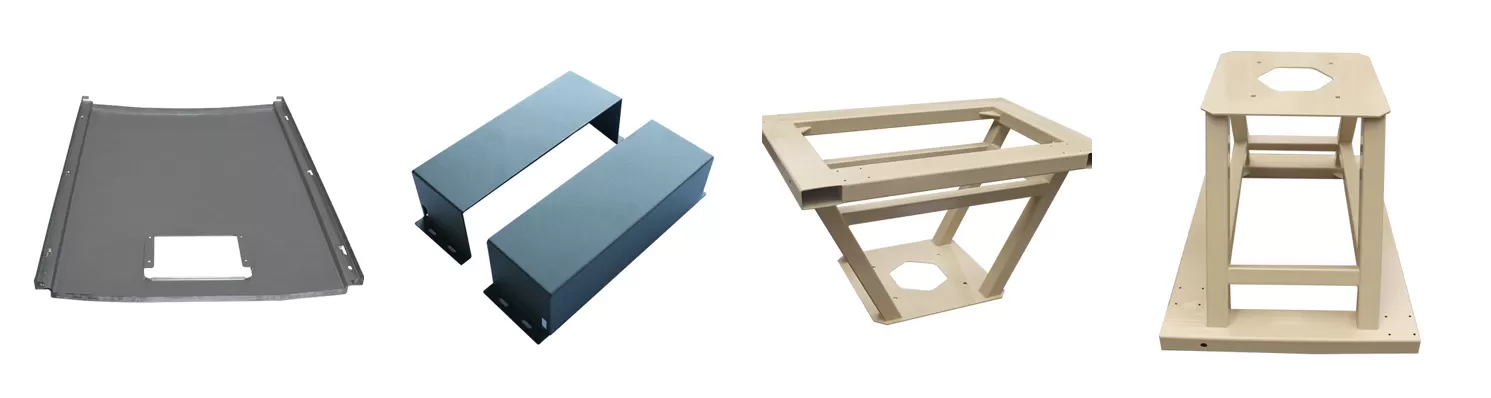
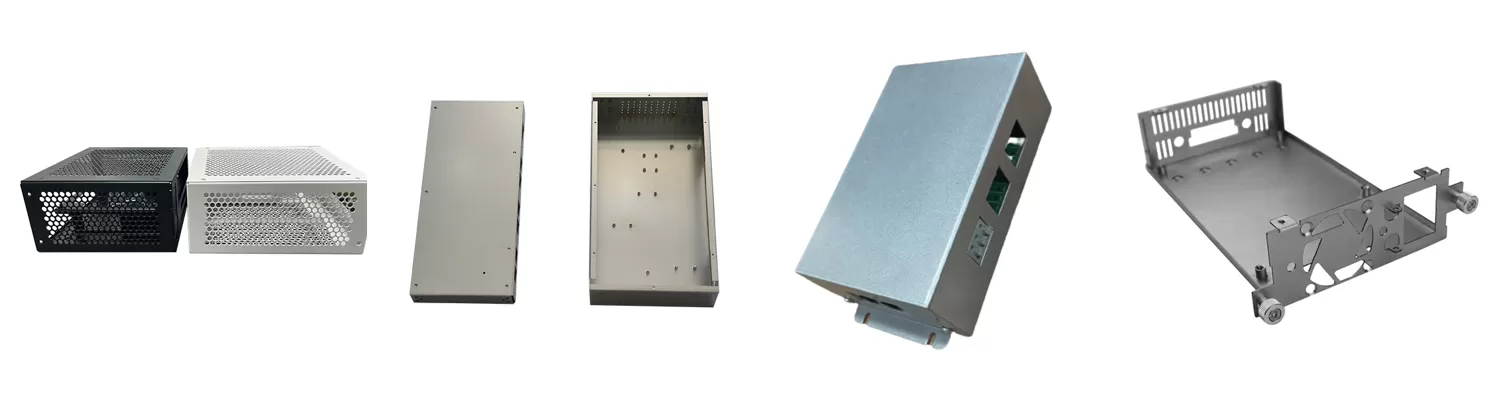
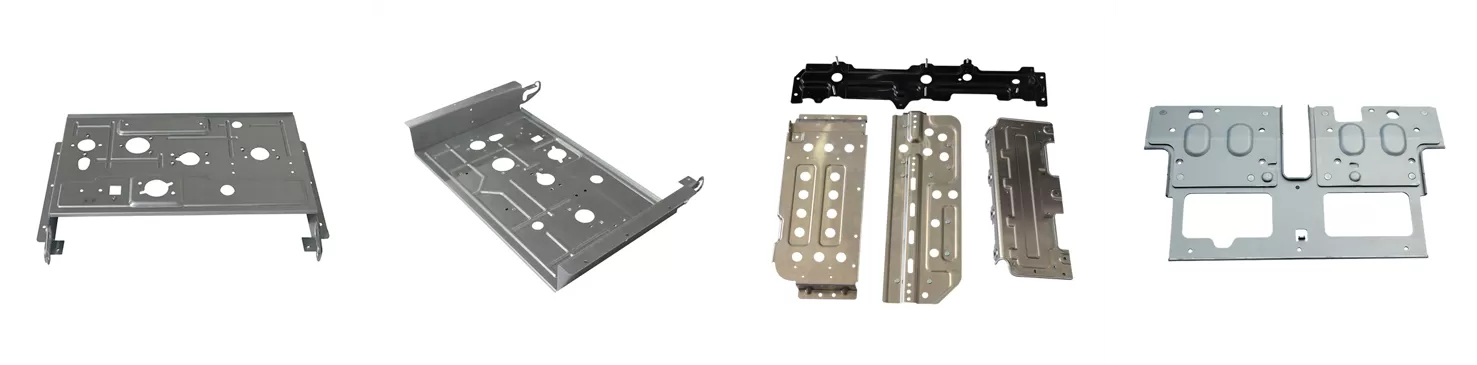
Выставка других многоцветных промышленных изделий HXC






Десять ключевых аспектов инъекционного формования для проектирования 2K-форм
Структура: Существует две широко применяемые конструкции двуцветных пресс-форм:
Тип с вращающимся сердечником (ротационный)
Тип с вращающейся толкательной пластиной
Сторона полости формы должна выполнить концентрическое вращение на 180 градусов и обеспечить точное выравнивание с формой-матрицей.
Проверяйте технические характеристики машины, включая максимальную/минимальную высоту формы, интервал между стержнями ejecтора и.clamping force (сжимательную силу) во время проектирования.
Три пластиновые инструменты требуют систем сопла с самоот выбрасыванием, с 특ным вниманием на надежное выбрасывание сопел из гибкого материала.
Проектируйте зазорные от reliefы (отпускные зазоры) в полости второго впрыска, чтобы предотвратить повреждение компонента первого впрыска. Ригорозно оценивайте целостность зоны шUTOф (зоны герметичного соединения) для предотвращения риска вытееков (flash) под высоким давлением впрыска.
Немного увеличивайте размер компонента первого впрыска, чтобы обеспечить плотное фиксацию в полости во время второго впрыска, повышая эффективность герметизации.
Предотвращайте смещение компонента первого впрыска потоком расплавленного материала во время второго впрыска, что может привести к геометрическим искажениям.
Реализуйте сбалансированное и равномерное расположение охладительных каналов как в полости формы, так и в формах-матрицах.
При учитывании рисков деформации гибких материалов в 99% случаев сначала производится формование жёстких компонентов, а затем гибкое пере模ливание
Оптимизируйте сцепление материалов за счёт выбора совместимых смол (например, специальных марок TPU) и контрольной обработкиповерхностей форм — poliished surfaces (гладкие поверхности) улучшают прочность сцепления.