








Артистические решения освещения
2025-03-06
Кase Исследование Пores из Уширения в литых Чугунных Деталях с Шероховатым графитом
2025-03-11Отслеживание пузырьков в системе заполнения под действием гравитации
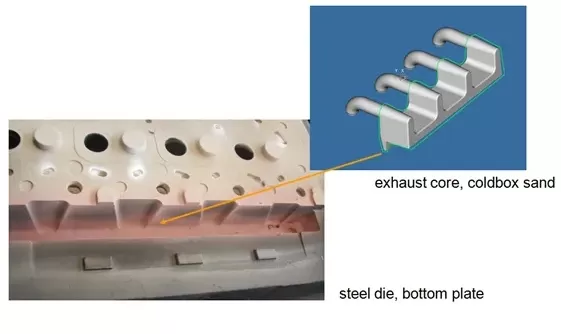
Описание корпуса формы
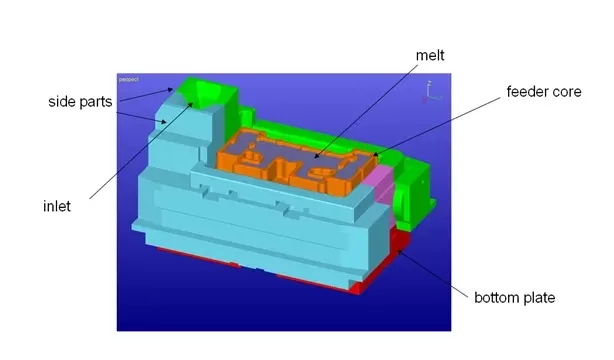
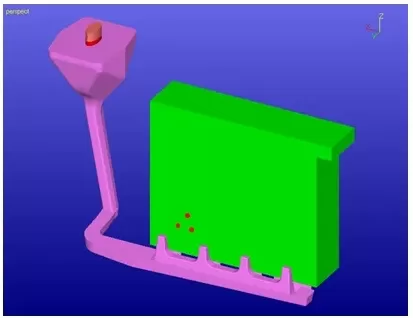
Система литейного оборудования
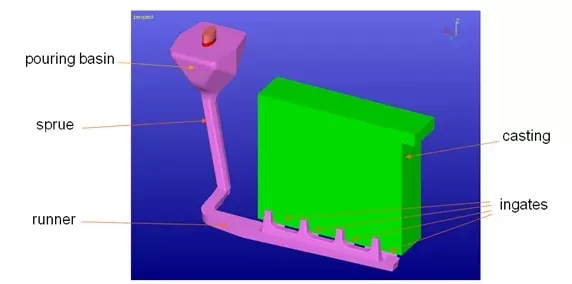
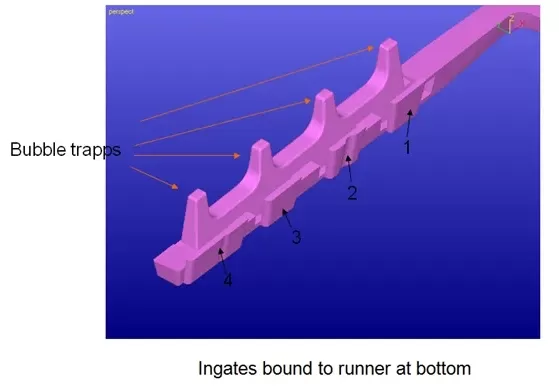
Проектирование гейтов (пор)
Гейт соединен с литым изделием через нижнюю часть ринера, а в середине каждого гейта предусмотрен район сбора пузырьков.
Описание места соединения корпусов формы
Описание проблемы
1. После остывания литого изделия в области между гейт1 и гейт2 возникают дефекты отжима.
2. Желается использовать FLOW-3D CAST для определения причины отжима.
Причины отжима в литых деталях
Обзор вышеперечисленных четырех решений для устранения пор отжима
- 1. Поры отжима
- 2. Учитывать отжим в процессе кристаллизации
- 3. Отжим от выпавления газа
- 4. Обеспечить выделение газа из расплавленного металла перед заполнением формой
- 5. Поры и отжим от утечки газа из песканного кора
- 6. Основным источником является газ, образующийся при разложении клеевого связующего
- 7. Большинство пор отжима равномерно распределены
- 8. Отжим от воздуха
- 9. Во время литейного процесса образуется низкого давления зона, в которую втягивается газ с поверхности разъема
- 10. Зона ринера
- 11. Зона гейта
- 12. Во время процесса заполнения формы пузырьки будут продолжать формироваться
Причинная кон firm ация
Анализ 1: Принимаем, что изменение давления жидкого металла в процессе заполнения формы приносит газ в литую деталь
1. Если давление в зоне ринера и гейта превышает атмосферное давление, невозможно втянуть газ с поверхности разъема.
2. Если скорость течения в зоне гейта одинакова, пузырьки должны формироваться равномерно в каждой зоне гейта.
Распределение скорости течения в зоне гейта
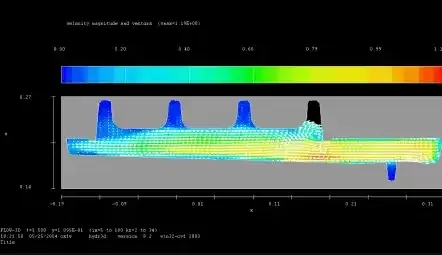
Давление изменения в системе ринеров
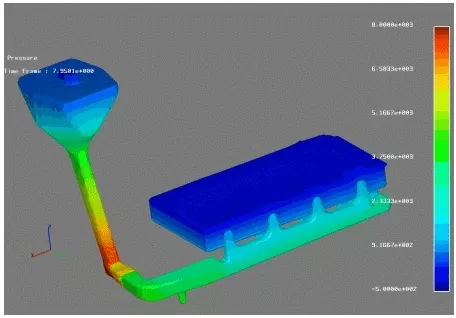
Результаты показывают, что разность давлений не должна приводить к впитыванию газа.
Анализ 2: Принимаем, что жидкий металл приносит газ в литую деталь в зоне ринеров в процессе заполнения
1. Газ, находящийся в зоне ствола
2. Будут ли эти газы промыты в зону ринеров?
3. Если эти газы промываются в зону ринеров и penetrate в гейт, будут ли они концентрироваться в определенных зонах? Или равномерно распределяться?
4. Влияет ли размер пузырьков на концентрацию?
5. Настройки análитической моделирования
6. Пузырьки образуются с равномерной скоростью в зоне ковша.
7. Плотность: в 10 раз больше плотности воздуха
8. Конструкторские размеры: 0.3 мм, 0.5 мм, 0.8 мм
9. Частичное взаимодействие (движение жидкости не будетffected пузырьками) / полное взаимодействие (движение жидкости будетffected движением пузырьков)
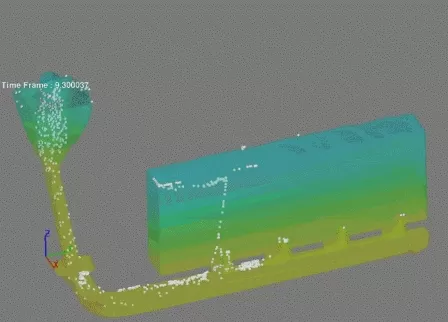
Симуляция с открытыми пузырьками)
- Пузырьки, генерируемые ниже входа с постоянной скоростью
- Плотность: в 10 раз больше плотности воздуха (оксидная плёнка)
- Размер (диаметр): 0,3 мм, 0,5 мм, 0,8 мм
- Частичное взаимодействие / полное взаимодействие
Конструкция гейта А, размер пузырьков 0,5 мм, полное взаимодействие.
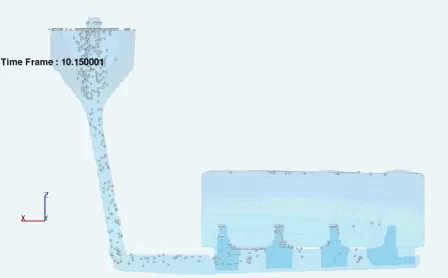
Конструкция гейта А, размер пузырьков 0,8 мм, полное взаимодействие.
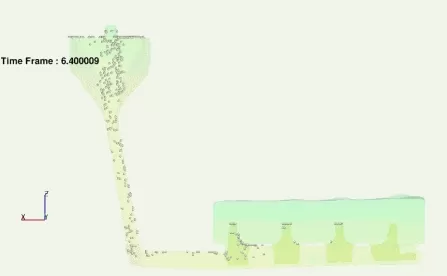
Конструкция гейта В, размер пузырьков 0,3 мм, полное взаимодействие.
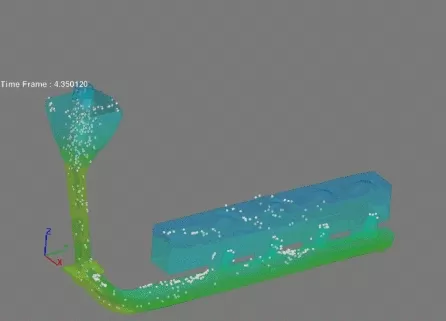
Конструкция гейта В, размер пузырьков 0,5 мм, полное взаимодействие.
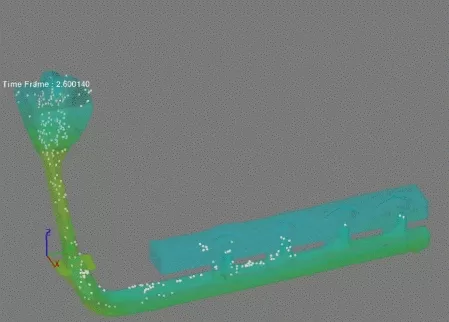
Конструкция гейта В, размер пузырьков 0,8 мм, полное взаимодействие.
Вывод
1、Исходно предполагалось, что пузырьки представляют дефекты, возникающие в процессе затвердевания литого металла.
2、На основе численных расчетов подтверждено реальное причину образования пузырьков.
3、Система заливки может быть оптимизирована для уменьшения проблемы возникновения пузырьков.