








Что именно такое «обработка ЧПУ», используемая в производстве интеллектуальных замков?
2025-03-27
Кейс-Исследование: Четырёхосная ЦНП-Обработка Медицинских Титановых КOSTных Пlate (TC4)
2025-03-29Исследование пятиосной ЧПУ-обработки вихревого сталинского вентиляционного колеса (импеллера) из нержавеющей стали
Фон проекта
Компания HXC Precision
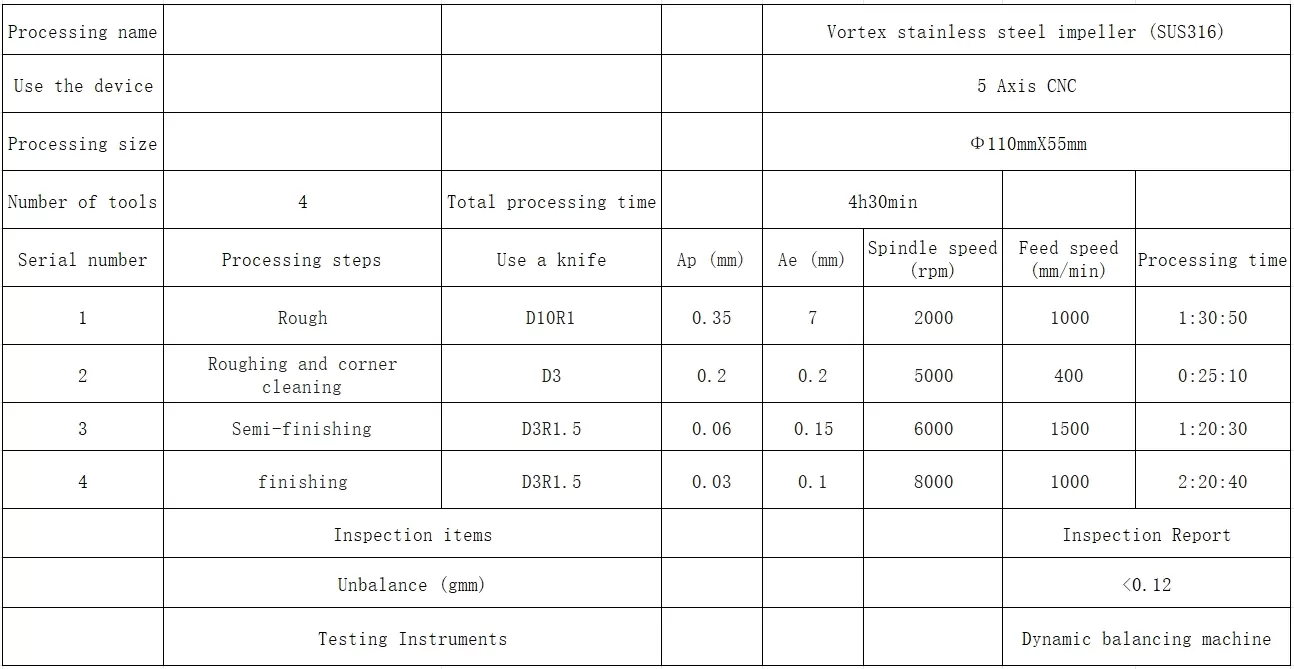
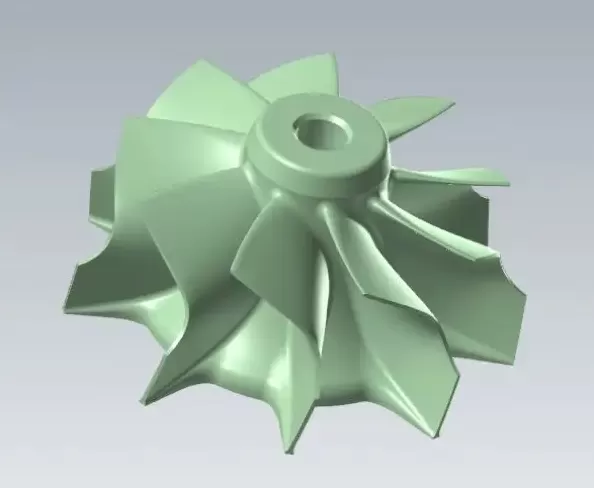
HXC Precision recebeu um pedido de um fabricante de equipamentos industriais para processar um lote de impulsos de turbina em aço inoxidável. O material do impulsor é aço inoxidável SUS316, que possui excelente resistência à corrosão e propriedades mecânicas, sendo adequado para ambientes industriais rígidos. No entanto, o impulsor tem uma geometria complexa e requisitos extremamente elevados em termos de precisão e acabamento superficial, o que tornou-se um desafio importante no processo de fabricação.
Вызовы
1.Свойства материала:
Сталь нержавеющая SUS316liable к.work hardening (упрочнению при деформации) в ходе обработки, что вызывает увеличение износа инструмента, в свою очередь влияющее на эффективность обработки и качество workpiece (заготовки).
2. Сложность геометрии:
Импеллер имеет множество криволинейных поверхностей и внутренних структур потоковых каналов, причем традиционное оборудование с тремя или четырьмя осями не может удовлетворить_requirements к обработке его сложных форм.
3.Высокие требования к точности и качеству поверхности:
Геометрия лопастей должна быть строго согласованной для обеспечения динамического баланса и эффективной работы турбины, при этом поверхность лопастей требует исключительно высокого качества обработки для минимизации аэродинамического сопротивления или сопротивления жидкости.

Решение
1. Выбор оборудования и разработка технологии обработки
HXC Precision выбрала для обработки продвинутый пятиосный ЦПУ-обработочный центр. Пятиосная обработка позволяет выполнять многокутсовую связанную обработку сложных криволинейных поверхностей, уменьшает количество zustёгов, обеспечивает точность и повышает производительность. Для сложных областей потоковых каналов применена стратегия разделённой обработки, сочетающая.grubbing (грубую обработку) и финishing (точную обработку).
2. Оптимизация инструмента и параметров резания
Чтобы противостоять свойствам упрочнения при деформации стали нержавеющей SUS316, HXC Precision выбрала наплавленные карбидные инструменты с покрытием и керамические инструменты для обработки деталей с высокой нагрузкой. Путём экспериментов были оптимизированы резные параметры: использована более низкая скорость подачи и средняя скорость резания для уменьшения износа инструмента и тепловой деформации workpiece (заготовки). Вместе с тем была применена эффективная система под供给 хладащего раствора для понижения температуры резания и предотвращения быстрого износа инструмента.
3. Оптимизация пути обработки
Используется продвинутое САПП- программное обеспечение (CAM-система) для детального моделирования геометрии импеллера и планирования пути обработки, что позволяет минимизировать нерабочие ходы в ходе обработки и избежать резких cambios_traектории ( внезапных поражений) инструмента, которые могут привести к износу инструмента или деформации workpiece (заготовки). В пути обработки в разных областях лопастей применяются различные способы подачи материала, что обеспечивает точность обработки каждого элемента.
4. Онлайн-измерения и контроль качества
В ходе обработки используется онлайн-система измерений для реального времени мониторинга толщины, кривизны и ключевых размеров лопастей с помощью Präцизионных зондов, что позволяет выполнять compensate adjust (корректировки) в любой момент процесса обработки и избежать ошибок. Финальный продукт — импеллер — undergoes проверку на трикоординатной измерительной машине (ТИМ) и динамической балансировочной машине.
Динамическая балансировочная машина обеспечивает контроль погрешности всех ключевых размеров в пределах ±3 мм и неравновесие менее 0,1 г·мм.
5. Обработка поверхности
Для выполнения высоких требований турбин к качеству обработки поверхности импеллера после обработки выполняется ультраточная полировка, позволяющая снизить roughness поверхности до Ra 0,3 и обеспечить оптимальную динамическую_performances (производительность) при работе при высоких скоростях.
Решение
Точность и.consistency (согласованность):
Ключевые размеры всех рабочих колес соответствуют проектным стандартам: толщина самой тонкой лопатки составляет 0,9 мм (при высоте 28 мм), дисбаланс не превышает 0,1 г·мм, а погрешность контролируется в пределах ±3 микрон, что гарантирует сбалансированность и эффективную работу турбины.
Качество обработки поверхности:
Аб糙ность поверхности импеллера составляет Ra 0,3, что значительно повышает эффективность гидродинамических процессов и снижает энергетические потери при работе.
Эффективность обработки:
Благодаря оптимизированному выбору инструмента и пути обработки, Yixin Precision увеличила эффективность обработки на 20% и сокрашила сроки поставки при сохранении качества.
Отзывы клиентов:
Клиент выразил.deep satisfaction (высокое удовлетворение) с высокой точностью выполнения и ровной поверхностью импеллера, а также заключил с HXC Precision долгосрочный договор о сотрудничестве по производству последующих высокопроизводительных деталей.

Итог
Данный случай πλήчно демонстрирует преимущества пятиосной ЦПУ-обработки в обработке сложных поверхностей и деталей с высокими требованиями. HXC Precision успешно преодолела сложности в обработке стали нержавеющей SUS316 с помощью высокоточных equipos, оптимизированного technological процесса и строгого контроля качества, а также предоставила клиентам высококачественные турбинные импеллеры.