







Литейный tecnología поддерживает 5G-продукты
Опубликовано : 14 февраля 2022 От HXC
Развитие 5G накладывает новые требования на интернетовую инфраструктуру. Количество ее баз и стоимость превышают аналогичные показатели 4G более чем в два раза. По данным отчетов, мобильные терминалы, автомобили, промышленный интернет, медицинское здоровье, развлечения — пять основных развивающихся отраслей — будут первыми получать выгоду.
Высокий спрос на 5G-коммуникационные базы и волновые фильтры также стимулирует литейных поставщиков всего промышленного цепочек. К числу деталей, развитие которых ускоряется этим спросом, относятся разработка полостей волновых фильтров и радиаторных коробок.
Увеличение сложности проектирования волновых фильтров и их количества является неотъемлемой тенденцией, при этом их стоимость и объемы продаж резко увеличатся. HXC начала свою деятельность на рынке 5G с 2016 года.
Наша команда провела глубокое исследование требований, литьего формования, ОБМ и обработки поверхности 5G-продуктов, а также разработала komplexные производственные стандарты для производства 5G-продуктов.
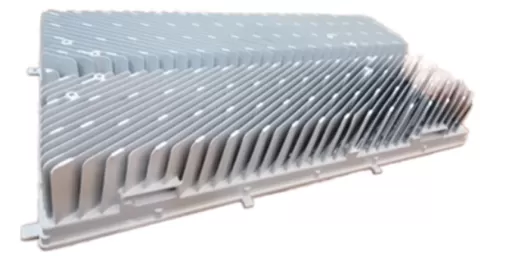
5G-коммуникационный радиаторный ящик
Радиаторный ящик использует технологию рheonаточного литования полутвердых сплавов алюминия: размеры радиаторной полости: 903 мм×445 мм, высокая теплопроводность, коэффициент теплопроводности: 175 W/м・К (при обычном диметаллическом литовании 130 W/м・К), диметаллическое оседаетальное теплоотводное изделие: высотой 100 мм, толщиной малого конца 0,8 мм, углом наклона一面ной черновой фаски 0,8°).
Кроме того, с целью достижения лучшей тепловой емкости, теплоотводники также увеличиваются по количеству и склоняются к thinning. HXC оснащена передовыми диметаллическими технологиями, которые позволяют нам производить продукты, высота которых превышает 100 мм, а толщина составляет даже 0,6 мм и более.
При производстве таких продуктов необходимо обращать внимание на нестабильность размеров диметаллических деталей, обусловленную неровной или неуместной температурой в процессе литья под давлением.
В ходе процесса могут возникать дефекты, включая деформацию ejecторного литого изделия, образование гарячих напоров, впитывание расплава, впressions на поверхности, внутреннее сужение или тепловые пузыри и т. д.
Когда разница температур форм превышает допустимые пределы, это в определенной степени влияет на параметры производственного цикла, такие как время заполнения, время охлаждения, время нанесения покрытия и т. д. Кроме того, срок службы форм также страдает из-за воздействия экстремальных температур (слишком высокой или слишком низкой), что приводит к cracking дорогого сталевого материала.
Коммуникационная база сборочных частей волнового фильтра
Коммуникационные базовые сборочные части волнового фильтра являются ключевыми компонентами радиофизической системы. Основная их функция заключается в пропускании определенного частотного спектра сигналов приема и передачи с существенным уменьшением их частотной составляющей.
В области 3G/4G металлическая коаксиальная полость является выбором массowego рынка из-за своих преимуществ: низкой стоимости, зрелых технологий.
Толщина стенки литого semifinished products составляет 2,8 мм, а длина заполнения — 340 мм. Многие столбы внутри полости не имеют соединений и поддержек.
При слишком малой толщине стенки крупногабаритные детали подвержены деформации. Литейные полуфабрикаты требуют сложной структуры изделий с малым пространством. Кроме того, они предъявляют более высокие требования к параметрам, а также к точности, полировке и твердости поверхности литьевых форм.

В области фильтров базовых станций полостные фильтры всегда являются первым выбором для каждой базы. С непрерывными breakthroughs диэлектрических фильтров, в будущем планируется развивать больше диэлектрических фильтров, характеризующихся малым потерей, малым размером и высоким коэффициентом качества.
Техническая команда HXC по технологии диметаллического литования установит равновесную температуру и минимизирует погрешность температуры для ее стабилизации, чтобы литейные формы оставались в стандартном диапазоне температур для диметаллического литования.
Жидкость заполнит литейные формы в соответствии с требованиями конструкции, что позволит получить изделия с чистой поверхностью, четкими контурами и высоким качеством.
Литейная промышленность chuyểnается в интеллектуализированную
По приходу 5G интенсивно стимулируется реализация и распространение интеллектуальных литейных заводов. Интеллектуальное производство стало новым методом для улучшения управления предприятием, разработки yeni рынков и достижения комплексного превращения.
По мере повышения требований к производству 5G-продуктов, обеспечение качества и производительность должны соответствовать программам литейного автопроизводства и заменять традиционные ручные операции.
В модели построения производства автодиметаллических деталей интеллектуальное диметаллическое литование является нашей передовшей позицией, что témoщает о нашем нацеленности seizать возможности и овладеть крупным рыночным сегментом раньше в Conditions непрерывной конкуренции на рынке.
Новые требования в отраслях 3C, представленных 5G, включая новые приложения, такие как автомобильные конструкционные детали, электромобили, строительные khuщеры, самостоятельная кристаллизация, экструзионное литование и другие новые технологии производства, а также цифровизация, автоматизация, интеллектуальные технологии положительно и.deepоко влияют на данную отрасль.
Это полно sowohl вызовов, так и возможностей. В 2022 году наша выставка по диметаллическому литованию будет обновлена с тем, чтобы principales направлениями улучшения стали «эффективное диметаллическое производство с цифровой аллокацией ресурсов и интеллектуальным развитием». Мы также собираемся продолжать руководить всем сектором в продвижении вперед.
HXC определила конструкцию формы и изготовила литейную форму для корпуса автомобильной коробки передач в соответствии с окончательным литейным технологическим решением и параметрами. Затем при пробном литье, установив начальную температуру формы 210°C, при постепенном повышении температуры и достижении формы теплового равновесия дефекты на продукте не были обнаружены. В конечном итоге, основываясь на особенностях формы и детали, были определены соответствующие параметры литья после комплексного анализа и расчетов.