







Дизайн литого корпуса для коробки передач Ford
Опубликовано : 14 февраля 2022 От HXC
Одно из успешных исследований и разработок литых форм является огромная системная инженерия, которая объединяет различные технологии, включая материалы, термообработку, проектирование форм, литейную технологию, технологию обработки, монтажную технологию, производство и управление качеством и т. д. Персонализированное решение по литейному производству является очень важной частью, а рациональность технологии напрямую влияет на качество детали и последующее производство.
Коробка передач автомобиля является наиболее критическим элементом трансмиссионной системы автомобиля. Корпуса коробок передач обычно имеют сложные intricate структуры и трудны для manufacture. Для этих сложных литьевых компонентов хорошая литейная конструкционная схема играет решающую роль в качестве продукта. В этой статье будут детально представлены случаи Ford автомобилей коробки передач, изготовленных в HXC.
Анализ материалов для литых корпусов коробок передач:
Материалом для корпуса коробки передач является A380, который обладает хорошими свойствами流动性 (течностью), износкостойкостью, герметичностью и устойчивостью к термическим трескам. Это идеальное сочетание литьево-механических и термических свойств.
Его комплексные литьевые свойства подходят для изготовления и производства корпусов коробок передач, а анализ его химического состава и механических свойств представлен ниже:



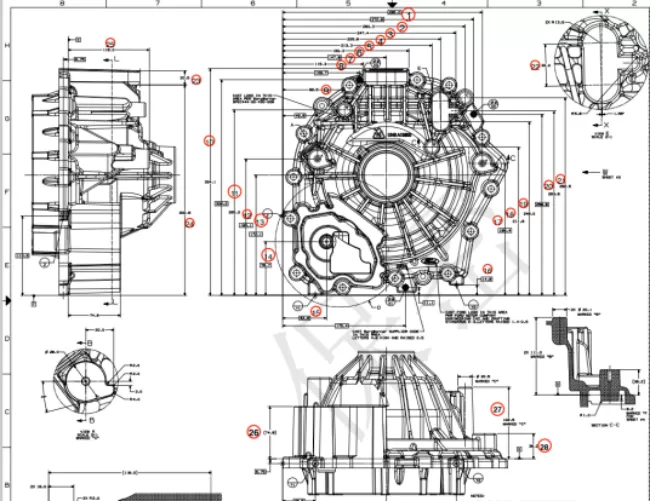
Анализ проблем ранней стадии литых компонентов:
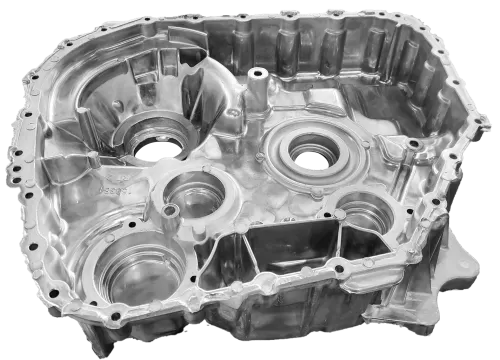
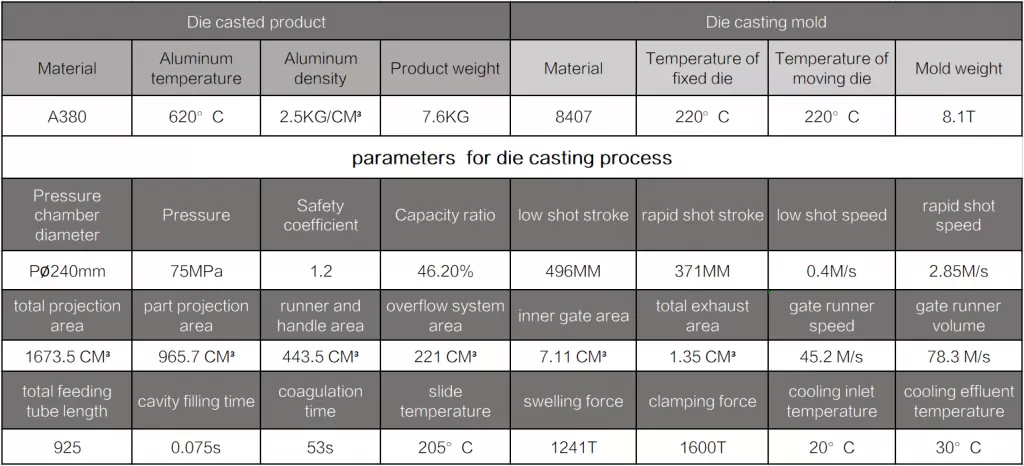
Граничивая размерность корпуса коробки передач составляет около 322ммX321ммX203мм, а масса примерно 7,6 кг. Структурная особенность этого тонкостенного литого детали заключается в том, что средняя толщина составляет около 4 мм. На ней имеются многочисленные bosses (выпуклости), впressions, масса реforcing ribs ( ре enforced) и болтовые отверстия. Сложная геометрическая форма легко блокирует течение расплавленного металла, что приводит к некачественному заполнению. После проведения анализа CAE и научных расчетов мы решили использовать литейную машину (1600T) для производства. Если в чертежах клиента обнаруживаются какие-либо проблемы, команда HXC будет улучшать и модифицировать их после обсуждения с клиентом, а затем представлять решение клиенту на рассмотрение.
Оптимизация проектирования литейной технологии
Прессовая форма для коробок коробок передач работает в тяжелых условиях, что требует высоких эксплуатационных характеристик, и имеет сложную конструкцию с большими различиями в толщине стенок. Прессовая форма должна проходить испытание на герметичность под высоким давлением, поэтому такие дефекты литья, как холодные швы и воздушные пузыри, способные привести к утечкам, являются нашими основными задачами по их предотвращению и устранению. Чтобы решить эти проблемы, необходимо провести комплексную оценку с точки зрения конструкции формы, проектирования параметров и CAE-анализа, улучшить технологию дие-кастинга, оптимизировать проект и проверить его целесообразность посредством производственных испытаний.
Проектирование системы заливки:
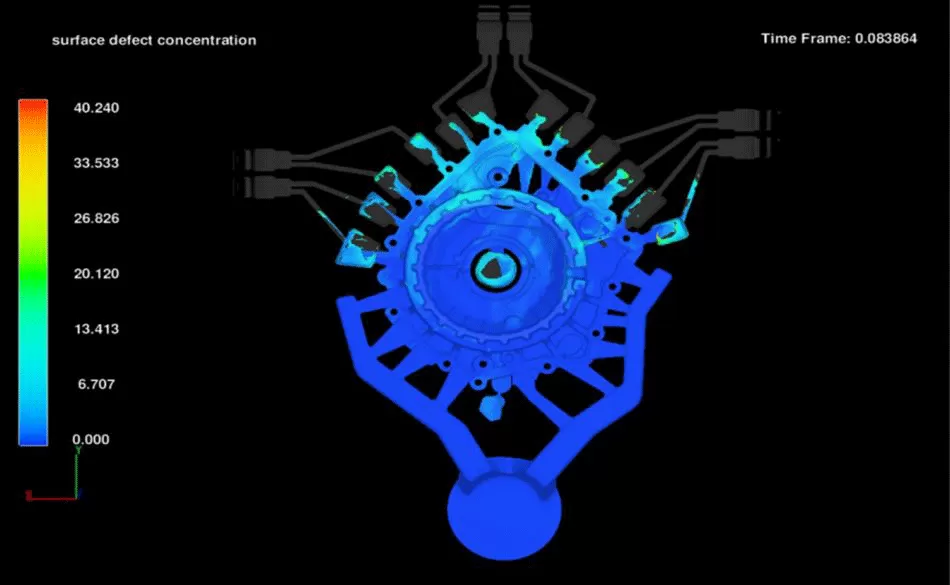
Конструкция системы заливки должна обеспечивать как можно более короткий путь течения расплава. Расплавленный металл подается синхронно с двух сторон, достигает пика синхронно и вытесняет воздух и шлак параллельно, не создавая застойных зон с перехватом воздуха на концах. Согласно результатам имитационного анализа, данная система заливки является оптимальным решением. Детальный отчет по CAE-анализу прилагается.
Проектирование литейного.formа:
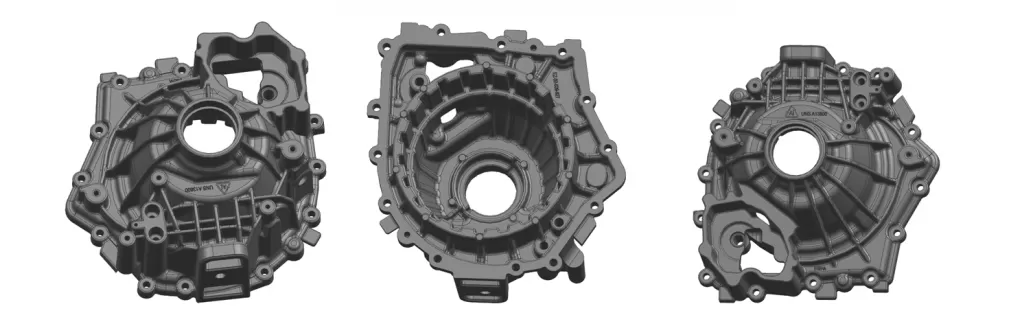
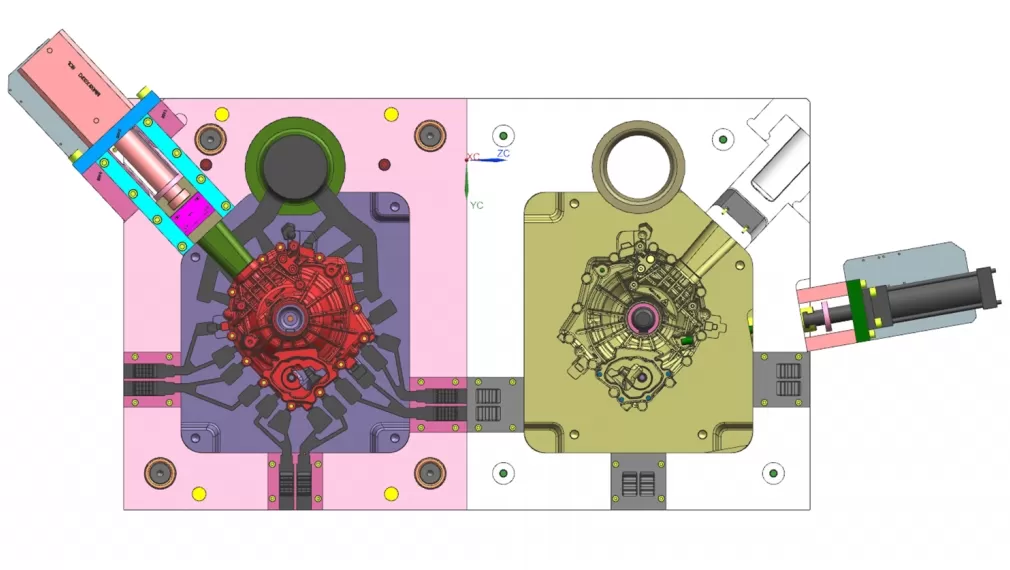
Данная литьевая деталь представляет собой корпус автомобильной коробки передач, работающий в тяжелых условиях: длительно экспонирующийся высоким температурам, давлениям, высокой влажности или холоду, вибрациям и пыли, имеет относительно крупные размеры и сложную структуру, а также требует высокой герметичности. Поэтому к ее конструированию, механической обработке и литью предъявляются повышенные требования. В качестве материала выбран инструментальный стал 8407 от Uddeholm Tooling (Швеция), обладающий превосходными свойствами устойчивости к пластическим деформациям, термическому износу, термоударам и термоусталостным трещинам. Детальный анализ DFM и 3D-дизайн формы прилагаются.
HXC определила конструкцию формы и изготовила литейную форму для корпуса автомобильной коробки передач в соответствии с окончательным литейным технологическим решением и параметрами. Затем при пробном литье, установив начальную температуру формы 210°C, при постепенном повышении температуры и достижении формы теплового равновесия дефекты на продукте не были обнаружены. В конечном итоге, основываясь на особенностях формы и детали, были определены соответствующие параметры литья после комплексного анализа и расчетов.
Контроль качества литой оболочки коробки передач
Основываясь на богатом опыте HXC в аналогичных проектах, в процессе литейного производства могут возникнуть проблемы, такие как частичные пористости, нестабильность ключевых размеров или низкая выходка годных, обычно в следующих аспектах:
- Искажение продукта при извлечении из формы, вызванное слишком большой удерживающей силой.
- Поломка при оттягивании внутри отверстий для вала передач.
- Присутствуют застывшие участки на торцевой поверхности или пересечениях ребер жесткости.
- Появление трещин в малых углах.
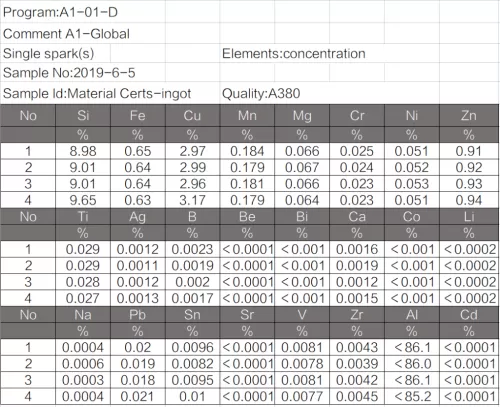
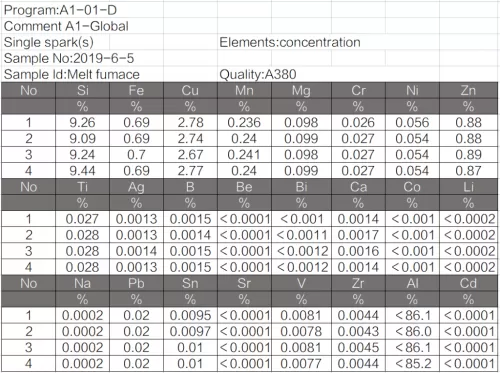
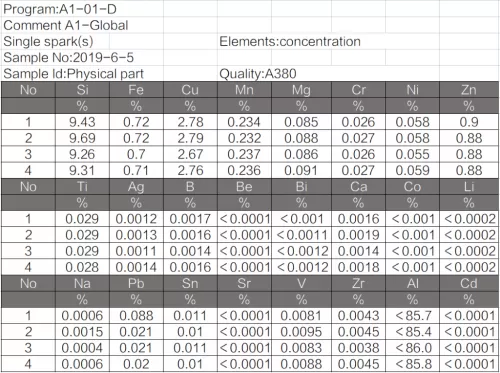
Контроль материалов: для обеспечения соответствия используемых материалов требованиям продукта и избежания изготовления дефектных литых деталей, не соответствующих автомобильным стандартам, из неверных или некачественных материалов, проводим analyse состава литейных материалов с помощью спектрометра. HXC тестирует литейные rå материалы в трех условиях: сертификат материала, литьевая печь и физическая деталь. Затем вычитаем данные трех этих тестов. Если значение после вычитания меньше 0,01, материал считается годным. В противном случае требуется повторная producción.
Поверхностный контроль: осуществляется визуальный осмотр поверхности литых деталей. Среди наиболее распространенных дефектов поверхности:
Деформация: по направлению съемки заготовки, на поверхности литья под давлением возникает повреждение от растяжения, вызванное слишком малым уклоном формы для съемки и прилипанием металла; в тяжелых случаях такая поверхность называется растянутой.
Пластинчатые следы: на литьях присутствуют заметные металлические слои.
Водяные волны: на поверхности литья видны гладкие полосы.
Холодное разрывание: на поверхности литья заметные неправильной формы углубленные линиевые следы (проникающие и не проникающие), мелкого и узкого профиля, иногда с гладкими краями и риском разрушения.
Трещины: термическая усталость поверхности полости формы вызывает сетчатые выпучения и металлические брызги на поверхности литья под давлением.
Погружение: на толстых участках литьев возникают гладкие углубленные следы.
Недливок: на поверхности литья имеются неполные участки, приводящие к нечеткости контуров.
Брызги, заусенцы: на кромках разделительных поверхностей образуются тонкие металлические листы, шероховатые или острые края.
Рентгенографическое исследование литых деталей (контроль внутренних поростей):
Превышение допустимых размеров поростей внутри литых деталей напрямую влияет на механические характеристики продукта, поэтому необходимо определить местоположение и размер внутренних пор с помощью рентгенографического контроля. Для продуктов коробок передач проводится 100% рентгенографический осмотр с целью гарантии качества каждого изделия.



Проверка размеров:
Размеры литых деталей контролируются в основном с помощью координатно-измерительных станков (КМС) и профильного проектора. Используя специально разработанные проверочные шаблоны, отдел контроля качества (КС) HXC может получать точные данные для определения соответствия деталей размерным требованиям.

Заключение по коробке передач Ford:
По результатам статистики, при производстве коробок передач Ford выход годных изделий превышает 98%. Наши литые продукты являются наилучшим подтверждением профессиональной компетенции HXC в области высокотехнологичного литья сложных деталей.
Компания HXC располагает более 10 литейными машинами, максимальная из которых имеет силу зажатия 3500 тонн, что позволяет удовлетворить требования производства крупногабаритных литых изделий. Кроме того, у нас имеется более 50 единиц оборудования для пост-обработки и контроля качества. Более того, мы постоянно повышаем наши производственные возможности ежегодно. Команда HXC всегда рада оказать вам помощь. Мы можем довести до совершенства продукты для вас.