







Пример литовки под давлением алюминиевыми сплавами (кейс)
2025-03-22
Пример практического применения ЧПУ-обработки алюминиевых сплавов
2025-03-26Технология процесса дебurring, шлифовки и полировки для центральной рамы ноутбука из магниевого сплава (деталей электронных и цифровых изделий):
Среди деталей цифровых продуктов, таких как мобильные телефоны, ноутбуки, цифровые камеры и планшеты, центральная рама и корпус в основном изготавливаются из мягких металлических материалов, например алюминиевого сплава, магниевого сплава и цинкового сплава, с использованием литья в формы, после чего проводится высокоточная ЧПУ-обработка. В процессе производства на этих металлических конструкционных деталях часто образуются заусенцы (острые выступы), следы от инструмента и пятна. Поэтому автоматизированная высокоточная шлифовочно-полировочная обработка поверхности продукта имеет особое значение. В данном случае мы поделимся технологией и методом автоматизированного высокоэффективного удаления заусенцев, снятия оксидных наростаний, полировки и полировки центральной рамы ноутбука из магниевого сплава. Этот шлифовочный метод также применим для удаления заусенцев, обработки поверхностей и полировки других мягких металлических деталей, таких как алюминиевые, цинковые и медные сплавы.

1. Состояние центральной рамы ноутбука из магниевого сплава перед полировкой
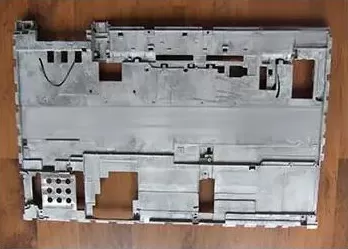
2.Требования к schleфовке и полировке:
Удаление бurrs и оксидных наклеев.
Поверхность гладкая, без бurrs, оксидных наклеев или пятен.
3.Подробности технологии полировки центральной рамы ноутбука из магниевого сплава:
Этапах процесса:
(1) Шлифовка для удаления заусенцев и остатков литья в форме
(2) Точная Schleфовка для улучшения яркости
(3) Сушка с вибрацией
Машины и оборудование: (1) С желобной шлифовочно-полировочной машиной ---------(2)С желобной шлифовочно-полировочной машиной ---------(3) Вибровая (с вибрацией) сушильная машина
Амплитуда и скорость: (1) Высокая скорость ----------------- (2) Высокая скорость ----------------- (3) Высокая скорость
Материалы для schleфовки:
(1) Тетраэдрическая смола из смолы
(2) Сферическая высокоалюминиевая порецelianовая Schleifs камень
(3) Материал для schleфовки из крохалек кукурузы
Соотношение абразивного материала к workpiece:
(1) 4:1
(2) 6:1
(3) 8:1
Средства для schleфовки:
(1) Schleфовочная жидкость
(2) Осветитель
(3) Вода
Вода:
(1) Умеренное количество, уровень жидкости не превышает абразив
(2) Умеренное количество, уровень жидкости не превышает абразив
(3) Без воды
Время обработки:
(1) 60 минут
(2) 30 минут
(3) 15 минут
Примечания:
(1) Автоматическое отсеивание и удаление, промывка чистой водой
(2) Автоматическое отсеивание и подбор, промывка водой
(3)Удаление водных следов, вибровая сушка.
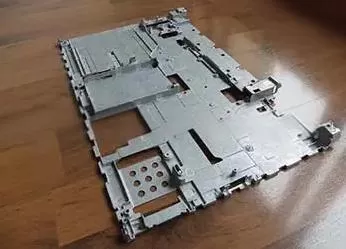
4.Полированная центральная рама ноутбука из магниевого сплава

5.Дополнительные примечания
Точная шлифовка проводится с использованием абразивных материалов без резания – сферических высокоалюминиевых керамических абразивах. Они имеют высокую плотность и оказывают полирующее и осветляющее действие, что позволяет дополнительно снизить шероховатость поверхности.
Для повышения антикоррозионных свойств продукта после обработки водой после точной шлифовки применяется вибрационный сушильник, в котором для удаления влаги с поверхности используются абразивы из кукурузных крошек. Это позволяет провести сушку как наружных, так и внутренних поверхностей деталей.
6.Итоговый обзор
В данном случае мы продемонстрировали технологию автоматизированного удаления бurrs, оксидных наклеев и schleфовки с полировкой наружной поверхности детали центральной рамы ноутбука из präцизионного магниевого сплава.
Если вам требуется профессиональная техническая поддержка по удалению бurrs, schleфовке и полировке электронных устройств, таких как мобильные телефоны, планшеты, цифровые фотоаппараты, или других деталей präцизионной 가браной обработки из магниевого и алюминиевого сплавов, можно сослаться на вышеприведенный пример.