







アルミニウム合金高圧鋳造金型の事例
2025-03-22
アルミニウム合金の CNC 加工適用事例
2025-03-26電子デジタル製品部品のマグネシウム合金ノートブックミドルフレームのバリ取り、研磨及びポリッシン

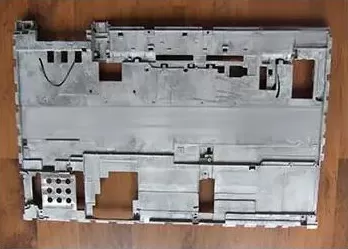
1. マグネシウム合金ノートブックミドルフレームの研磨前の状態
2.研磨・ポリッシングの要件:
バリ取り及びスケール除去。
表面がバリ、スケール、汚れのない滑らかな状態となること。
3. マグネシウム合金ノートブックミドルフレームの研磨工程の詳細:
工程ステップ:
(1) 研磨によるバリ・エッジ除去
(2) 仕上げ研磨による輝度向上
(3) 振動乾燥
機械装置:
(1) 槽型研磨仕上げ機
(2) 槽型研磨仕上げ機
(3) 振動式乾燥機
振幅と速度:
(1) 高速
(2) 高速
(3) 高速
研磨材:
(1) 四面体樹脂研削石 -----
(2) 球形高アルミナ磁器研削石 -----
(3) コーンコブ研磨材
研磨材とワークピースの比率:
(1) 4:1
(2) 6:1
(3) 8:1
研磨助剤:
(1) 研削液
(2) 輝剤
(3) 水
水:
(1) 適量、液面は研磨材を超えない
(2) 適量、液面は研磨材を超えない
(3) 不要
処理時間:
(1) 60 分
(2) 30 分
(3) 15 分
備考:
(1) 自動選別除去、清水で洗浄
(2) 自動選別取り出し、水で洗浄
(3) 水痕拭き取り、振動乾燥
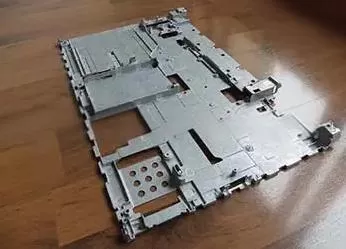
4. 研磨済みのマグネシウム合金ノートブックフレーム

5.追加注意事項
アルミニウム・マグネシウム合金フレームは電子デジタル製品の重要な部品です。軽量かつ柔らかい素材であるため、表面には多数の穴、隙間、コーナーなどの複雑な異形部分があり、寸法精度が高いです。したがって、バリを研磨し、バリや酸化スケールを除去するための切削力は過大にならず、複雑な部分を十分に研磨する必要があります。そのため、研磨機には溝型振動研磨ポリッシャーを採用しています。小型の四面体樹脂研磨材を大型の円錐形樹脂研磨材と混合して粗研磨を行います。粗研磨石の鋭角部分が溝やコーナーに入り込み、バリや酸化層を除去することができます。
仕上げ研磨では、切削力のない精密研磨材である球形の高アルミナ磁器研磨材を使用します。これらの研磨材は比重が大きく、研磨と輝き出しの効果を有しており、表面粗さをさらに低減することができます。
水処理後の製品の防錆性能を向上させるため、仕上げ研磨後に振動式乾燥機を使用し、コーンコブ研磨材で表面の水分を吸収し、内外の表面を乾燥させるための乾燥処理を行います。
6. 最終まとめ
本ケースでは、ノートパソコンの精密マグネシウム合金フレーム部品の外表面の自動化されたバリ取り、スケール除去及び研磨・ポリッシングの工程を示しました。
携帯電話、タブレット、デジタルカメラなどの電子製品、またはその他のマグネシウム合金・アルミニウム合金精密加工部品のバリ取り、研磨・ポリッシングに関する専門的技術サポートが必要な場合は、上記のケースを参考にすることができます。