






HXC 曲げチューブコア抜き金型
2024-10-15
金型製作と射出成形
20 年以上にわたる業界リーダーシップを持ち、HXC は二色成形、多材料成形、オーバーモールド、インサート成形(プラスチック / 金属ハイブリッド)などの高度な金型ソリューションを専門としています。当社の垂直統合型ワークフローは、最先端の計測システムに支えられた設計、精密金型製作、大量生産成形、品質保証までをカバーしています。
多色自動車用金型の事例
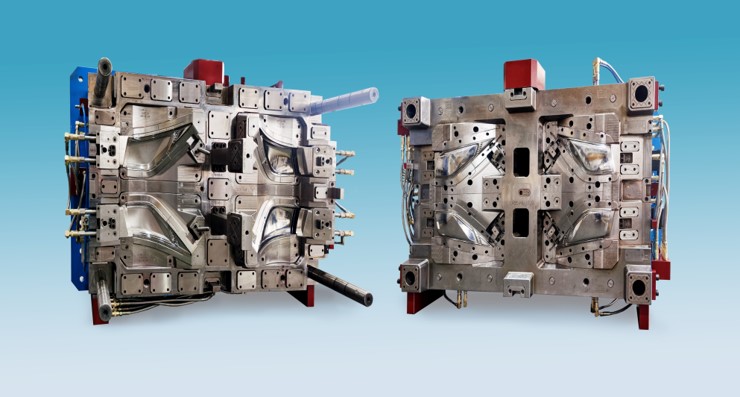
金型タイプ:自動車HLランプ
金型名称:リアコンボランプハウジング金型
金型寿命:50万セット
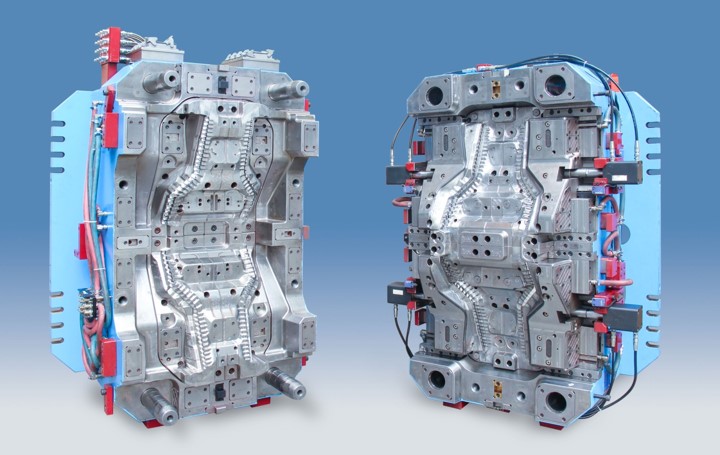
金型種類:自動車用 HL ランプ
金型名:2K フラットライトガイド金型
金型寿命:50 万セット
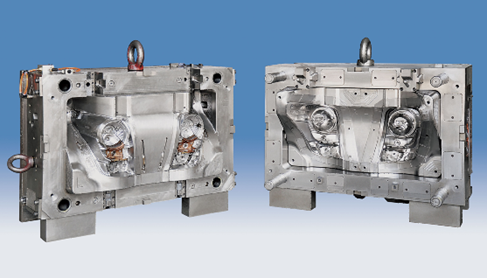
金型種類:自動車用 RL ランプ
金型名:リアコンボランプハウジング金型
金型寿命:50 万セット
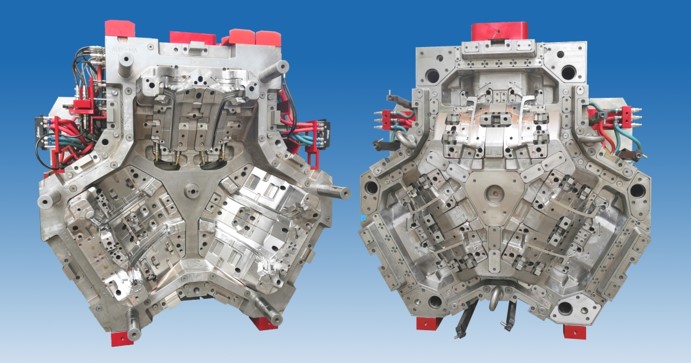
金型種類:自動車用 HL ランプ
金型名:3 色 3 位置金型
金型寿命:50 万セット
多色自動車製品の事例

ランプ:RCL レンズ
名称:自動車用照明
色:3 色

ランプ:RCL レンズ
名称:自動車用照明
色:2 色

ランプ:HL レンズ
名称:自動車用照明
色:2 色

ランプ:RCL レンズ
名称:自動車用照明
色:2 色
二色成形工程用の専門生産設備
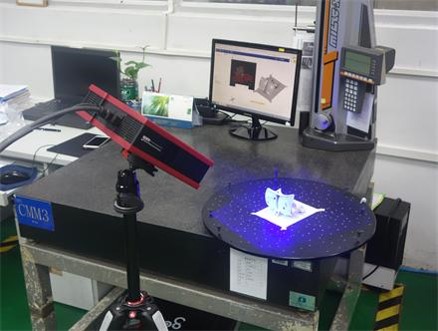
青色光スキャナー

両頭放電加工機

CNC ドリル・フライス複合加工機
多色製品用の独自生産設備

530T 2K 射出成形機

肉厚 2K 射出成形機
HXC のその他の産業用多色製品展示






2K 金型設計における 10 の重要な射出成形考慮事項
2 つの異なるキャビティインサートが個別の製品部品を形成する一方、2 つのコアインサートは同一の幾何形状を維持します。
キャビティ側は 180 度同心回転し、コアとの精密な位置合わせを達成する必要があります。
設計段階では、金型の最大 / 最小高さ、エジェクターピンの間隔、型締力などの成形機仕様を確認すること。
三板式金型は、自己エジェクト式ノズルシステムが必要であり、特に柔軟性のある材料のノズルの確実なエジェクトに注意を払う必要があります。
2 次成形のキャビティにクリアランスリリーフを設計し、1 次成形部品の損傷を防止する。高射出圧力下でのバリ発生リスクを回避するため、シャットオフエリアの整合性を厳密に評価する必要がある。
1 次成形部品を若干大きめに設計し、2 次射出時のキャビティへの密着性を確保し、シール性能を向上させる。
2 次射出時に溶融樹脂の流動によって 1 次成形部品が移動することを防止し、寸法歪みの発生を回避する。
キャビティとコアの両方に、バランスの取れた均一な冷却水路レイアウトを実装する。
柔軟性材料の変形リスクを踏まえ、99% の適用例ではまず硬質部品を成形し、次いで柔軟性材料によるオーバーモールディングを行う。
樹脂の相溶性の高い材料選定(例:専用 TPU グレード)と金型表面仕上げの制御により、材料間の接着性を最適化する。平滑な表面は接着強度を向上させます。