








ABS の CNC 加工
2024-10-21
HXC 高精度製造プロセスの謎
2024-11-05異なる材質を旋削加工する際の HXC 工具の使用方法
技術が急速に進歩・イテレーションする今時代、伝統的な機械分野の境界線は絶えず広がっています。金属材料は精密部品に加工された後、数多くの新興産業の扉を開く鍵のように機能します。その中でも、コンピューター、通信、消費電子機器からなる 3C 産業は、新たな産業構造の中で輝く星として存在感を示し、旺盛な活力を発揮しています。
金属加工の過程において、金属切削は重要な鍵となります。切削工具は加工工程において枢要な役割を果たし、製品の品質に直接影響を及ぼします。製品の成否はしばしば切削工具の選択にかかっています。今日は、魅力的な旋削加工の「小宇宙」に踏み込み、異なる金属材料を扱う際に理想的な「夢のツール」をどのように選択するかを探っていきましょう。
鋼材は非合金鋼、低合金鋼、高合金鋼に分類することができ、工具の種類も旋削加工の効率に影響を与えます。
非合金鋼(炭素含有量 0.55%未満):切屑処理の難関突破
非合金鋼を旋削加工する際、切屑処理は頑固な「道半ばの障害」のような存在であり、かつビルトアップエッジ(積層刃)の発生もしやすいです。精密部品加工の繊細な作業において、切屑の生成と破断の課題を克服するためには送り速度を上げる必要があります。過度なビルトアップエッジは工具寿命を短縮します。切削速度を上げることでビルトアップエッジの発生を抑制し、加工をスムーズに保つことができます。
この過程で、工具選定のポイントをいくつかまとめてみました。第一に、工具コーティングが重要です。耐摩耗性のコーティングはビルトアップエッジの侵食を防ぎ、工具寿命を延ばすことができます。第二に、工具の前角は小さ過ぎないようにします。適切な前角は切屑のスムーズな排出を助け、詰まりを軽減します。
低合金鋼:摩耗に立ち向かう知恵の技
低合金鋼の被削性は熱処理(硬度)と合金含有量に左右されます。旋削加工時に最も発生しやすい工具摩耗はフランク摩耗とクレータ摩耗です。そのため、フランク摩耗に対する耐性が極めて高い工具を優先的に選択する必要があります。
このような工具を選定する際には、工具本体の材質に注意が必要です。高品質の超硬工具本体は、耐摩耗性に対して強力な支えとなります。さらに、工具の刃先鋭利性保持力が良好であることが求められます。そうでなければ、頻繁な刃物研ぎ直し作業が作業を遅らせ、全体的な生産性に影響を与えます。
高合金鋼:高温変形にも負けない
高合金鋼は、合金含有量と硬度が高いほど被削性が低下する点で低合金鋼と共通しています。硬度 HB450 の高合金鋼からなる精密部品を旋削加工する際、切削領域は瞬時に「蒸気が立つ鍋」のような状態になり、塑性変形を起こしやすくなります。そのため、塑性変形に強い、かつ刃先強度の高い工具を検討する必要があります。
工具選定に際しては、工具の放熱構造に配慮する必要があります。良好な放熱設計は高温蓄積を防ぎ、工具の急速な軟化を回避することができます。さらに、工具と被削材の相性を精密に検討しなければなりません。高合金鋼の被削材は形状や仕様によって、狙いを絞った工具マッチングが必要となり、高品質な切削加工を実現するためです。
ステンレス鋼切削:ステンレス鋼にも独自の「癖」がある
ステンレス鋼は、フェライト系/マルテンサイト系ステンレス鋼、オーステナイト系ステンレス鋼、および双相(オーステナイト/フェライト)ステンレス鋼に分類できます。
フェライト系及びマルテンサイト系ステンレス鋼:類似特性の巧みな取り扱い
この 2 種類のステンレス鋼の切削特性は低合金鋼に類似しています。精密加工において硬化したマルテンサイト系ステンレス鋼を扱う際は、この頑丈な材料を「制御」するために、塑性変形に対する耐性の高い工具が必要となり、完璧な部品を加工することができます。
これらの種類のステンレス鋼に対しては、ステンレス特有の加工環境を考慮すると、工具の耐食性を見過ごすことはできません。さらに、工具の靭性が十分でなければなりません。靭性の低い工具は、硬化ステンレス鋼を加工する際にチッピングを起こしやすく、加工不良につながります。

オーステナイト系ステンレス鋼:特殊な摩耗課題を巧みに解決する
ステンレス鋼の中でもオーステナイト系ステンレス鋼は最も一般的ですが、一般的な工具では加工中にクレータ摩耗、塑性変形、ビルトアップエッジが発生しやすい傾向にあります。旋削加工では「加工硬化」が生じ、工具に溝状摩耗やバリの原因となります。そのため、溝状摩耗を防止するためには丸インサートまたは小リード角を選択し、効果的に阻止することが重要です。
工具選定に際しては、チップブレーカーの設計に留意する必要があります。合理的なチップブレーカーは、切屑の適時破断を保証し、切屑の絡み付きを防止することができます。さらに、工具の表面仕上げが良好であることが求められます。粗い工具表面は切屑の付着を助長し、摩耗を加速させる傾向があります。
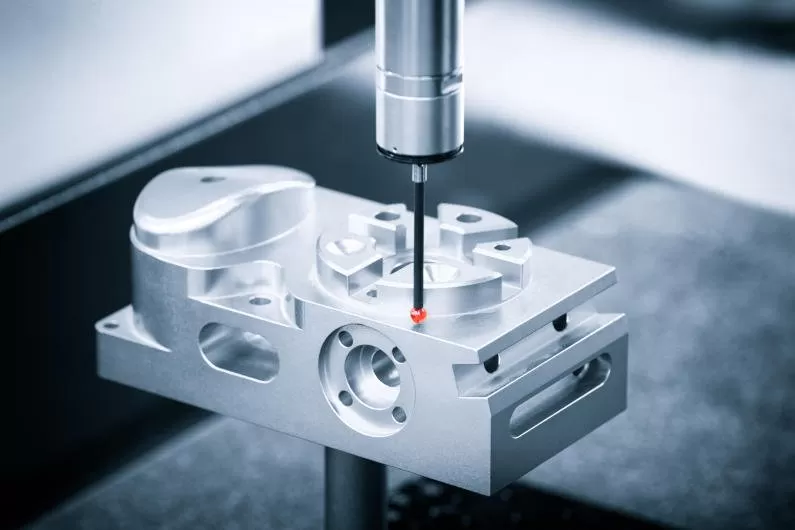
旋削加工は、精密部品加工において最も一般的な金属切削方法の一つです。送り速度、切削速度、切削深度は、工具寿命に直接影響を与える主なパラメータです。材料によって特性が異なり、材質の種類が多岐にわたるため、機械操作時には個別の分析が必要です。