








CAESES と FLOW-3D の連携最適化事例
2025-03-21
HXC 産業用ロボット ダイカスト事例
2025-03-22自動車変速機のシンクロナイザーハブのバリ取り及び研削工程
自動車の重要なコンポーネントとして、自動車変速機は、内部に組み込まれる機械部品の材質、形状・位置公差、表面品質などの要素に対して特に厳格な要件を有しています。シンクロナイザーハブは、変速機の不可欠な重要部品であり、主に車両の変速時にギア間の衝撃を低減し、スムーズな速度変化を実現するために使用されます。
シンクロナイザーハブは一般的に粉末冶金法により製造されます。加工成形工程中、金型や工程条件、原料等の影響により、製品の歯間エッジや中間キーウェイ部分に目視可能なバリやフラッシュが発生することが多いです。このバリの存在は、製品の表面品質に悪影響を及ぼすだけでなく、変速機アセンブリの機械的特性、安全性、およびユーザー体験に大きな影響を与えます。本日は、自動車用シンクロナイザーハブ製品のバリ・フラッシュ除去と大量生産における効率的な研削・研磨方法を紹介します。この研削プロセスは、粉末冶金品やギヤ、ギヤリング、ギヤスリーブなどの鋳造部品を含む他の自動車部品のバリ取りと研削・研磨のニーズにも適用可能です。
1、バリ取り・研削・研磨前のシンクロナイザーギヤハブ
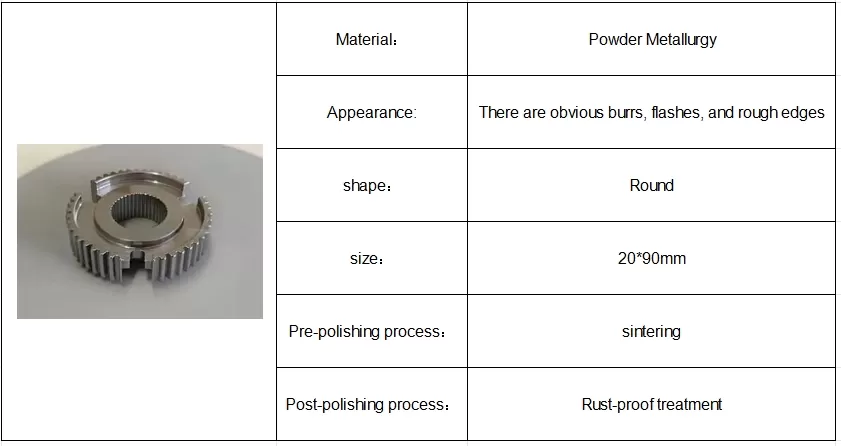
2、研磨・バリ取りの要件:
バッチ処理による効率的なバリ、フラッシュ及び荒れエッジの除去と表面光沢の向上
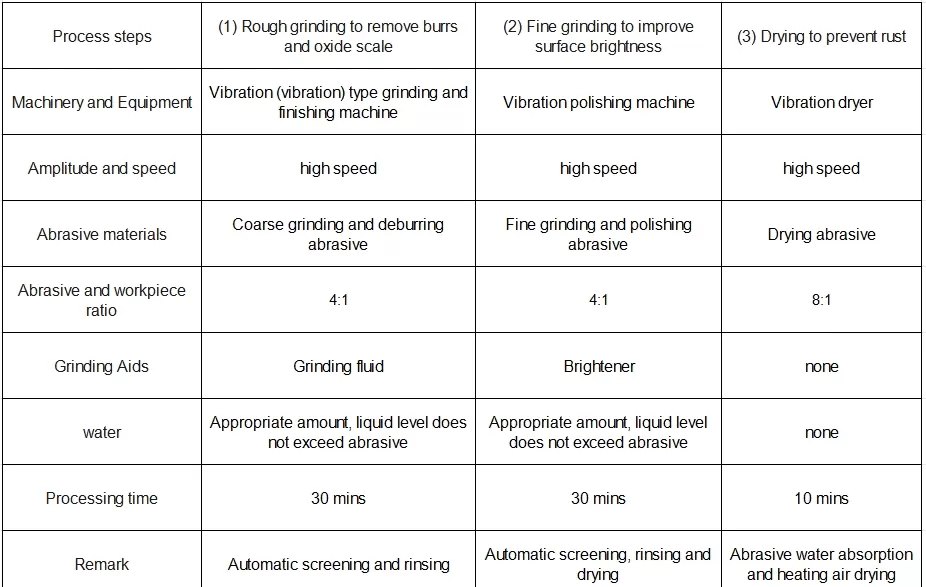
3、シンクロナイザーギヤハブのバリ取り・研削・研磨工程の詳細:
4. シンクロナイザーギヤハブのバリ取り・研削・研磨の効果比較


5.追加注意事項
シンクロナイザーギヤハブの主な製造工程は粉末冶金法です。焼結後、焼結製品の寸法精度を向上させ、製品精度がシンクロナイザーギヤハブの要件を満たすようにするため、トリミング処理が必要です。バリは主に歯縁やキーウェイのエッジ部分に集中し、日次の処理量が多いため、振動式研削研磨機を用いて、切削力の強い粗研磨材でバリを除去します。研磨材の鋭角部分が歯縁間の溝に入り込み、バリ除去と面取りの効果を達成します。
仕上げ研削と研磨光沢は、振動式研削仕上げ機を用いて、切削力の弱い高密度精密研磨材を適用することで達成されます。この研磨材は、僅かな切削量で表面粗さを低減しながら、表面光沢を向上させることが可能です。
製品の耐水性・耐食性を向上させるため、研磨後に防錆剤に浸漬して防錆処理を行い、最後に振動式乾燥機で表面の水分を除去して乾燥させます。
6. 最終まとめ
本ケースでは、粉末冶金製のシンクロナイザーギヤハブ部品の表面面取り、バリ取り及び研磨工程のプロセスを実演しました。
このプロセスは、粉末冶金製のスプロケット、ブッシュ、構造部品、3D プリント製品、及び金属粉末射出成形(MIM)製品の表面研磨にも適用可能です。