Équipe de conception technique
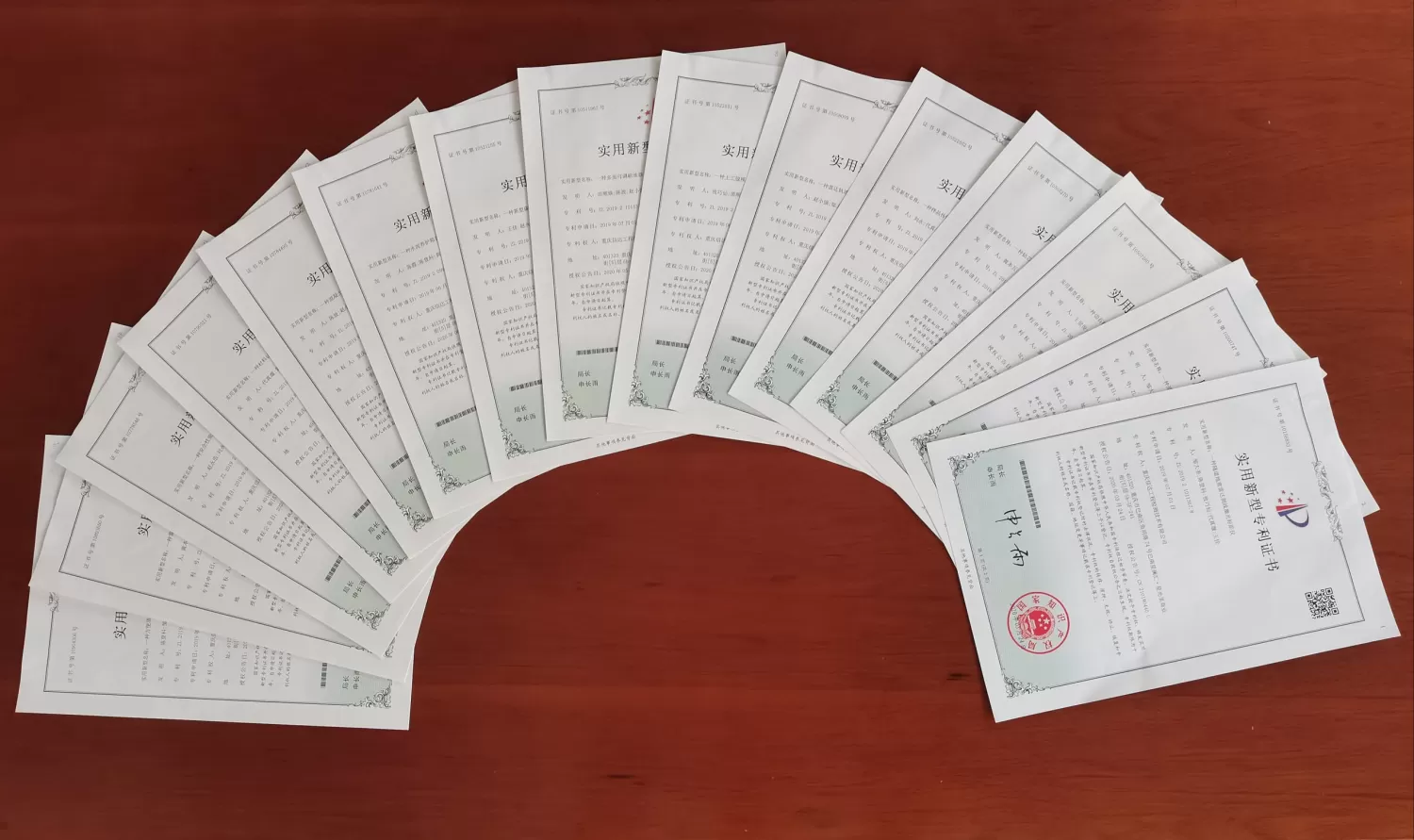
L'équipe de conception technique de l'entreprise compte plus de 35 personnes, dont des concepteurs chevronnés avec plus de dix ans d'expérience et des talents de haut niveau de la région de Bao'an, Shenzhen. HXC a obtenu plus de 20 brevets nationaux. Après 18 ans de développement, elle présente des avantages techniques évidents dans les domaines suivants.


Structure complexe de moule
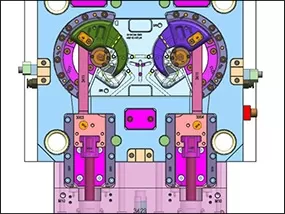
Nous pouvons traiter diverses structures complexes de moules pour répondre aux besoins de production des différents clients.
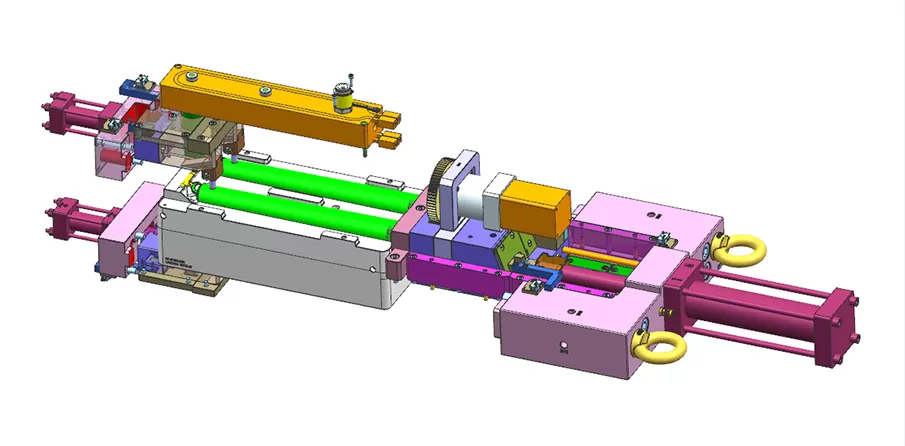
Exemple : la longueur du produit est de 600 mm, et le noyau central est hermétique. La difficulté consiste à garantir que le noyau du produit ne peut pas être excentré et que l'extrémité du noyau doit être vissée. En termes de structure du moule, l'extrémité avant est supportée par un cylindre pour supporter le noyau. Avant le remplissage du caoutchouc, le cylindre est retiré et rempli à nouveau, puis le noyau est muni d'un moteur servo pour faire rotationner la vis.
Conception et traitement de moules haute-précision
Dans ce cas, nous avons conçu et fabriqué un moule d'injection haute-précision de 10ml pour tubes de collecte de virus pour Daan Gene, utilisé pour le test de nucleic-acide du nouveau coronavirus. Nous en avons livré 5 sets. Le moule d'injection haute-précision de 30ml pour tubes de collecte de virus a également été lancé, et 6 sets ont été livrés jusqu'à présent.



La précision dimensionnelle des moules haute-précision atteint 0.002 mm.
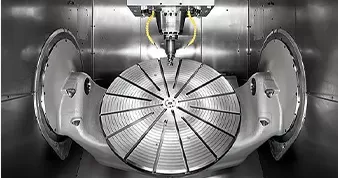
En matière d'équipement, nous disposons de centres d'usinage CNC HERMLE 5 axes, de machines à étincelles AGIE, de machines à étincelles Sodick, d'Okuma, de FANUC et d'autres équipements de traitement de moules précis pour garantir la précision d'usinage du moule.


Technologie de refroidissement conformel
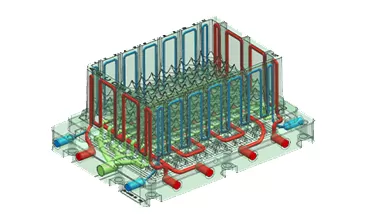
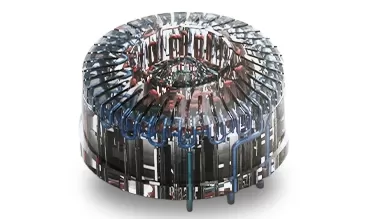
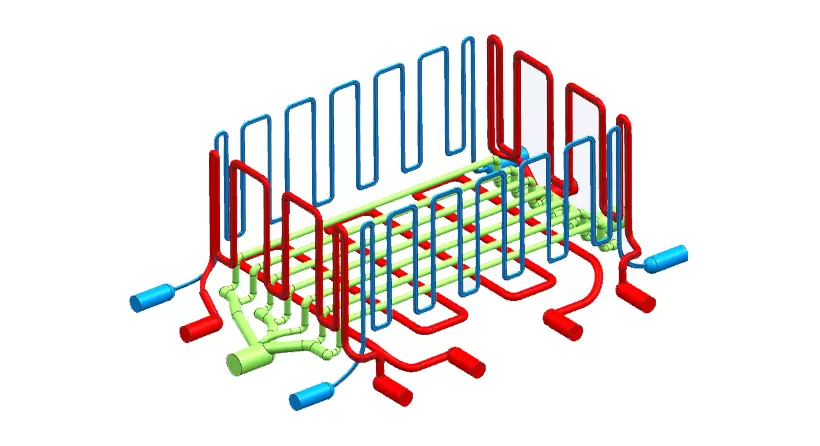
Dans la fabrication de moules, la méthode traditionnelle de refroidissement ne peut ajouter que des canaux d'eau droits dans la zone plus épaisse du fond du moule, et la position à paroi mince ne peut pas être refroidie, entraînant des fosses locales et un temps de refroidissement long. La surface de moulage du moule présente une structure à paroi mince, et la méthode traditionnelle de traitement des canaux d'eau de refroidissement ne peut pas permettre l'ajout de canaux à l'intérieur de la structure à paroi mince, exigeant donc un impression 3D métallique pour garantir le refroidissement complet de chaque partie. L'impression 3D métallique est utilisée pour réaliser le traitement des canaux de refroidissement conformels à la position à paroi mince de l'insert de moule ; grâce à cette méthode d'ajustement, diverses âmes et canaux spéciaux à l'intérieur de l'insert sont produits avec l'aide de la technologie d'impression 3D, et leur structure et forme s'adaptent parfaitement à la géométrie de l'insert spécial et à sa fonction dans le moule. Afin d'obtenir une efficacité d'ajustement plus élevée, le canal de circulation doit être proche de la surface externe du composant. Après analyse préliminaire et conception d'optimisation, le canal d'eau interne du moule présente un effet de refroidissement meilleur.
La gestion de la déformation thermique pendant le traitement.