Cas de prototype : Nettoyeur médical
2025-04-15
Moule rapide imprimé en 3D
2025-04-16HXC - Expert en Moulage par Injection Bicolore
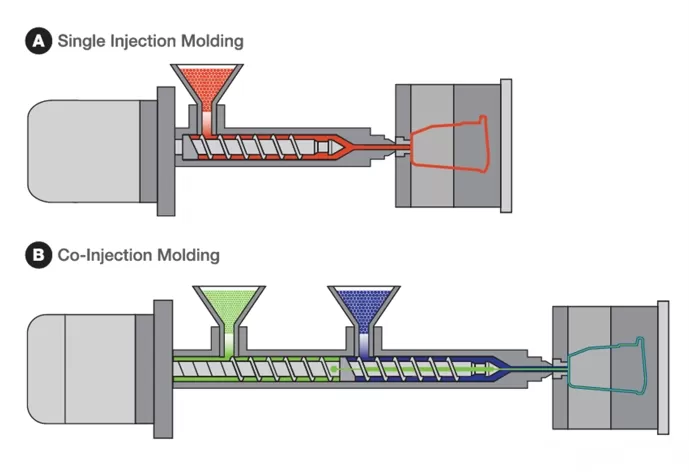
Le moulage par injection bicolore est une technologie efficace et économique utilisée pour mouler des pièces en plastique avec deux types ou plus de matériaux élastomères ou de couleurs en un seul cycle d'injection, permettant ainsi un processus de moulage plus rapide.

HXC a accumulé des années d'expérience dans le domaine du moulage bicolore et a mené à bien de nombreux projets techniquement exigeants. Nous maîtrisons une technologie de moulage bicolore mature et avons développé un avantage concurrentiel clé dans ce secteur.
Introduction aux Moules Bicolores :
Utilizamos tecnología avanzada para la impresión de núcleos de molde, con un ciclo de impresión de solo 3,5 horas. El eficiente proceso productivo reduce significativamente el tiempo de entrega, lo que le permite obtener los componentes nucleares de la molde sin largos tiempos de espera. Rápido pero preciso, asegurando que cada detalle se presente a la perfección, sentando una base sólida para la producción subsiguiente.
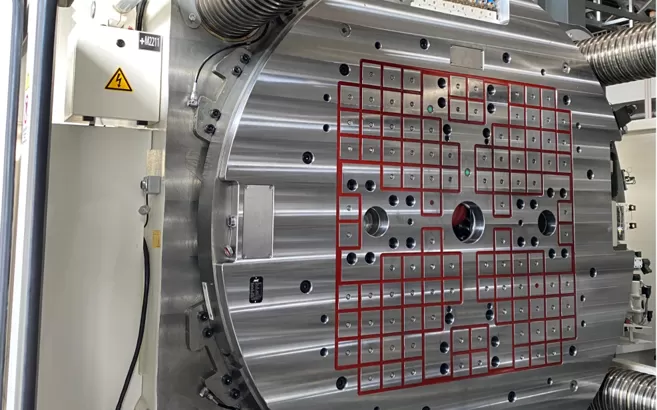
Machine de moulage par injection bicolore
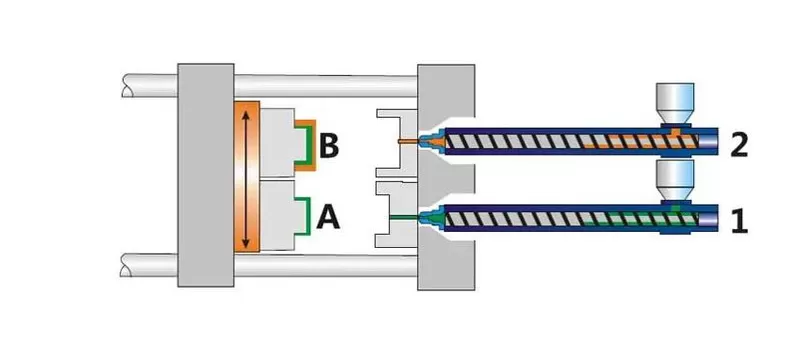
Selon les différentes structures des moules, on peut choisir différentes machines de moulage par injection bicolore. Une machine de moulage bicolore dispose de deux systèmes d'injection, capables de plastifier et d'injecter respectivement deux types de plastiques de couleurs ou de matières différentes. Ces deux systèmes de moulage par injection peuvent être indépendants, ou bien installés sur la machine de moulage de manière superposée ou côte à côte.
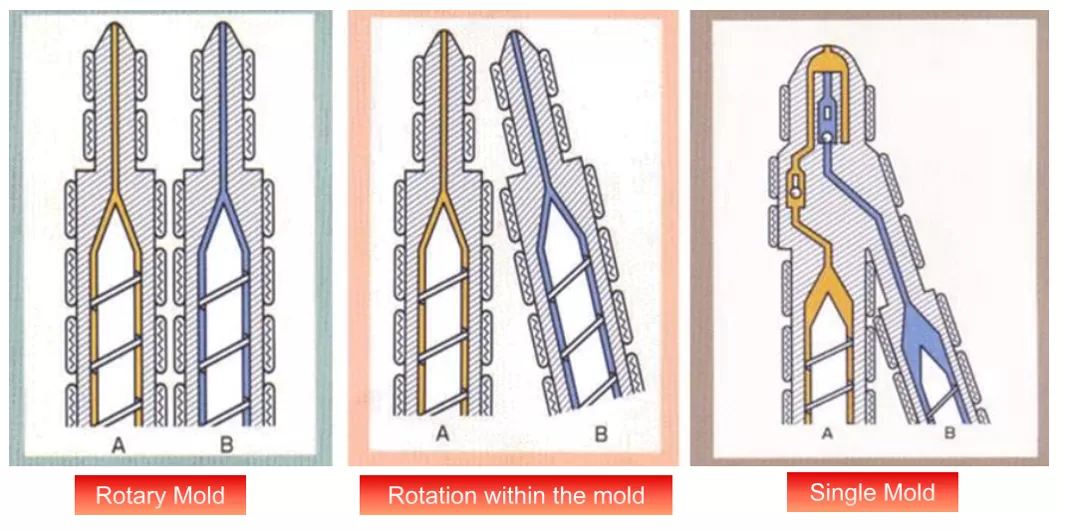
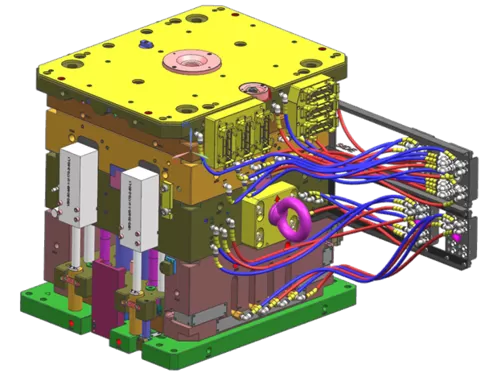
Structure : Il existe deux formes structurelles couramment utilisées pour les moules bicolores, à savoir le type à noyau rotatif et le type à plateau pousseur rotatif.
Type de rotation du noyau : Les moules de cette structure peuvent être divisés en moules bicouleurs intégrés et moules bicouleurs séparés. La principale différence entre eux réside dans la structure de la platine. Un moule bicouleur intégré ne nécessite qu'un seul jeu de platine, tandis qu'un moule bicouleur séparé peut être considéré comme deux jeux complets de moules. Voilà la structure de ce type de moule bicouleur.
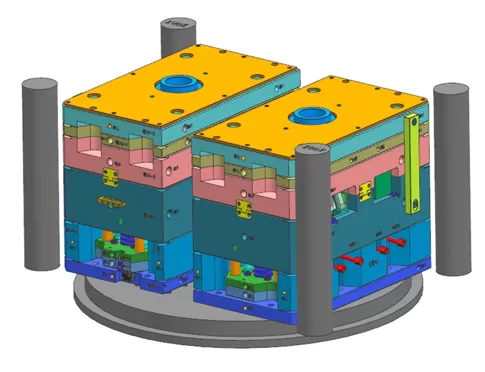
Type de rotation de la plaque de poussée : Le principe de cette structure consiste à utiliser la rotation de la partie plaque de poussée pour réaliser la commutation de la cavité, afin d'atteindre le moulage par injection bicouleur. La structure de la partie plaque de poussée de ce type de moule est relativement complexe. Elle est généralement utilisée pour les produits bicouleurs exigeant des surfaces d'apparence de haute qualité ou des précisions extrêmement élevées.
Type de rotation de la plaque d'éjection : Le principe de cette structure est d'utiliser la rotation de la plaque d'éjection pour effectuer la commutation des cavités, permettant ainsi le moulage par injection bi-matière. La structure de la plaque d'éjection dans ce type de moule est relativement complexe. Elle est généralement employée pour les produits bi-matière nécessitant une haute qualité de surface esthétique ou des tolérances dimensionnelles extrêmement précises.
Points clés de conception :
La conception des moules bicouleurs est fondamentalement similaire à celle des moules d'injection généraux. Cependant, ce qui doit être pris en compte est l'appariement des noyaux d'avant et d'arrière du moule. Par conséquent, la hauteur totale des deux ensembles de moules et le centre des moules doivent être cohérents. Il est nécessaire de s'assurer que les deux ensembles de moules atteignent une correspondance en hauteur après rotation.
Dix considérations essentielles pour le moulage par injection bi-matière dans la conception des moules 2K
Deux insertions distinctes de cavité forment des composants de produit individuels, tandis que les deux insertions de noyau conservent une géométrie identique.
Le côté cavité doit effectuer une rotation de 180 degrés de manière concentrique et atteindre un calibrage précis avec le noyau.
Verify machine specifications including maximum/minimum mold height, ejector pin spacing, and clamping force during design.
Three-plate tooling requires self-ejecting nozzle systems, with special attention to reliable ejection of flexible material nozzles.
Concevez des dégagements d'écart dans la cavité de la seconde injection pour éviter les dommages au composant de la première injection. Évaluez rigoureusement l'intégrité de la zone d'étanchéité pour éviter les risques de barbotage sous haute pression d'injection.
Surdimensionnez légèrement le composant de la première injection pour garantir un calage étanche de la cavité lors de la seconde injection, renforçant ainsi l'efficacité d'étanchéité.
Évitez que l'écoulement de la fusion n'emplace le composant de la première injection lors de la seconde injection, ce qui pourrait causer une distorsion dimensionnelle.
Mettez en œuvre des dispositions équilibrées et uniformes de canaux de refroidissement pour les cavités et les noyaux.
Étant donné les risques de déformation des matériaux souples, 99 % des applications consistent à mouler d'abord des composants rigides, suivi d'un surmoulage souple.
Optimisez l'adhérence des matériaux par le choix de résines compatibles (ex. : grades spécialisés de TPU) et des finitions superficielles de moule contrôlées - les surfaces plus lisses renforcent la résistance de liaison.
Avantages :
1 : Améliorer les performances du produit. Lors de la combinaison de deux matériaux, comme le plastique dur et le caoutchouc souple, cela peut renforcer la durabilité, le confort et la fonctionnalité du produit. En même temps, selon les caractéristiques des matériaux différents, en plus de la différence de couleur, le produit peut également présenter des propriétés de surface uniques.
2 : Optimiser la conception esthétique. L'application des moules bicouleurs offre une plus grande marge de manœuvre pour l'imagination dans la conception esthétique des produits. Par exemple, lorsque différentes couleurs et textures du produit sont combinées en un seul, cela peut créer un effet visuel plus unique, répondant aux attentes de personnalisation et d'esthétique, renforçant l'attractivité du produit et améliorant ainsi sa compétitivité.
3 : Augmenter l'efficacité de production. Par rapport au processus traditionnel allant du moulage par injection à l'assemblage, le moulage par injection bicouleur peut réduire efficacement les étapes de production, économiser le temps de production, améliorer l'efficacité de production et réduire les coûts de main-d'œuvre.

Domaines d'application :
Produits électroniques : Tels que les boutons de téléphones mobiles, les coques de téléphones mobiles, les enveloppes d'écouteurs, etc. Grâce au moulage par injection bicouleur, la combinaison de différentes couleurs et textures peut être atteinte, renforçant l'esthétique et la sensation tactile des produits.
Outils électriques : Les parties manches des outils électriques adoptent généralement le moulage par injection bicouleur, combinant les plastiques durs avec du caoutchouc souple ou du silicone pour offrir une meilleure prise en main et une performance antidérapante.
Appareils ménagers : Les composants tels que les boutons, les commandes et les poignées des appareils ménagers sont souvent fabriqués à l'aide de moules bicouleurs pour obtenir différentes couleurs et sensations tactiles, améliorant ainsi la qualité globale des produits.
Champ de l'énergie nouvelle : Par exemple, les boîtiers de batteries pour véhicules à énergie nouvelle, les enveloppes des bornes de charge et les boîtiers d'onduleurs photovoltaïques, etc. Grâce au moulage par injection bicouleur, il est possible de combiner des plastiques de protection haute résistance à des matériaux avec des marques spéciales ou des propriétés de dissipation thermique. Cela non seulement confère aux produits un effet visuel unique sur l'apparence, mettant en valeur un sentiment de technologie, mais utilise également les caractéristiques des matériaux différents pour renforcer la capacité de protection et l'efficacité de dissipation thermique des boîtiers, améliorant ainsi la praticité et la durabilité des produits.
Produits automobiles : Tels que les phares avant, les feux arrière, les clignotants, etc. L'application de la technologie de moulage par injection bicouleur peut combiner parfaitement les plastiques transparents et colorés pour créer des effets d'éclairage uniques et voyants. La combinaison ingénieuse des parties de capotes de lampes en différentes couleurs et des composants d'éclairage internes non seulement améliore la reconnaissance des feux de véhicule, mais alsoit rend les feux de véhicule plus exquis et haut de gamme en termes de texture, ajoutant un charme unique à l'apparence du véhicule. En même temps, elle optimise les effets de pénétration et de diffusion de la lumière, garantissant la sécurité de conduite la nuit.

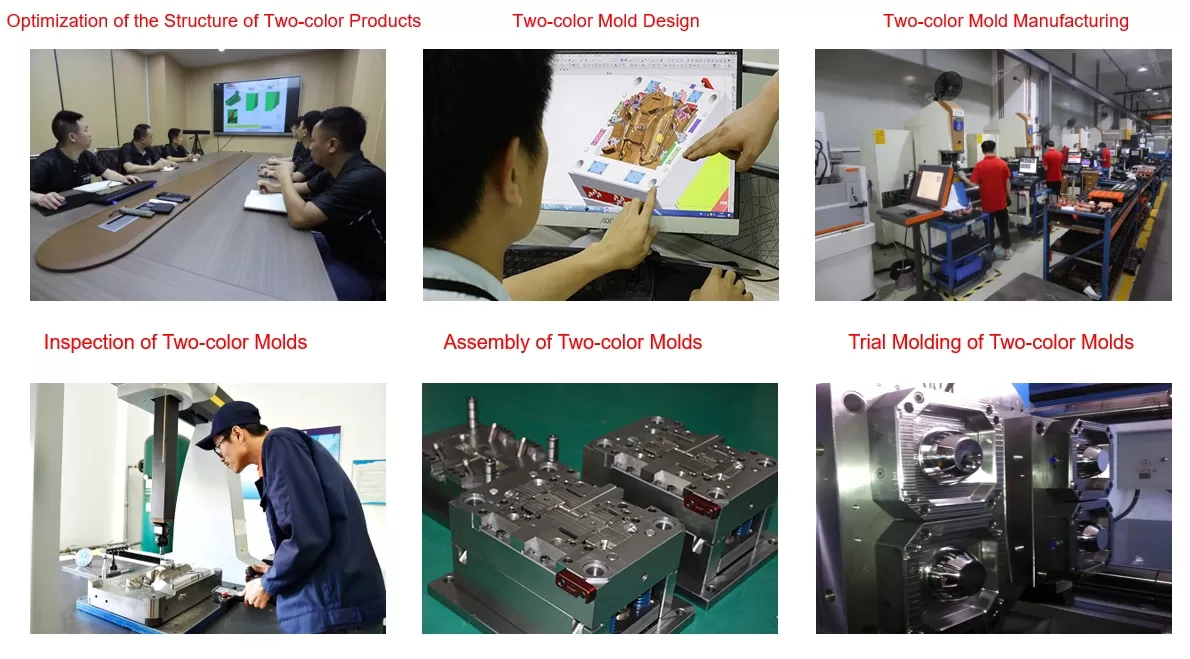
Le processus de fabrication des moules bicouleurs
Fabrication de moules et production de moulage par injection, fournissant un service clé en main. Avec plus de 20 ans d'expérience dans la fabrication de moules et une riche expertise dans la conception de moules bicouleurs, la qualité est garantie.