








Traitement de la coque du boîtier de lecteur de disque solide (SSD)
2025-04-08
Protoype de modèle automobile haute précision
2025-04-09Solution de traitement de précision pour la texture des rainures de la coque arrière d'affichage
Points douloureux de l'industrie : Désafis extrêmes en moulage par injection de microstructures en plastique
La mise au point du boîtier du moniteur 4K de 32 pouces d'Antec a rencontré un goulot d'étranglement dans un processus central :
- Le carter arrière doit atteindre une texture de rainures matricielles de 0,3 mm de profondeur × 0,15 mm de largeur.
- Les prototypes en plastique traditionnels présentent des lignes de fusion / des barres de fil et le taux de rendement est inférieur à 60 %.
- Le taux de retrait du matériau ABS provoque une déformation de la texture dépassant la norme de ±0,12 mm.

Atouts technologiques de HXC en CNC
Affronter la percée de la précision d'usinage
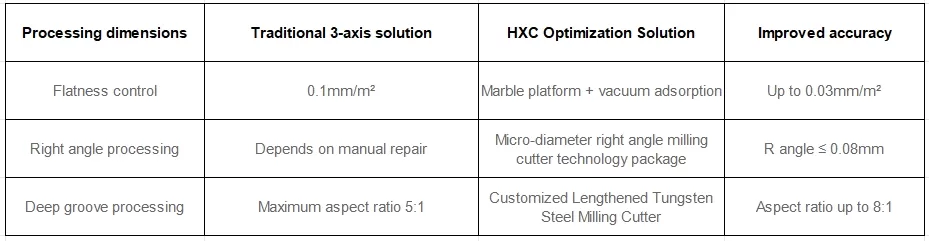
Affronter le pack artisanat exclusif
Système de compensation de déformation thermique
Chambre d'usinage à température constante de 23±0,3°C + algorithme de compensation thermique en temps réel
Stratégie de combinaison d'outils
Fraise à bille Ø0,3mm (gravure fine) + fraise à épaule carrée Ø6mm (usinage de prélavage)
Système de mesure en ligne
L'instrument de réglage d'outils laser Blum permet une compensation en temps réel de l'usure des outils.
Résultats du projet : Repère de précision pour l'usinage de faces
Données centrales / Données clés
Texture accuracy: Groove spacing error ≤ ±0.015mm
Processing efficiency: 27-inch back shell full process processing only takes 9.5 hours
Surface quality: Pass ANSI/ASTM E430-2024 mirror test standard
Système de certification technologique
- Certification ISO 10791-7 pour l'usinage triaxial
- 12 technologies brevetées pour le traitement direct de surface
- Système de prédiction de la durée de vie des outils (précision ≥ 98 %)
