








Caso de optimización acoplada CAESES y FLOW-3D
2025-03-21
Caso de Robots Industriales HXC en Moldeo por Presión
2025-03-22Proceso de desbarbado y reafilado del husillo del sincronizador de una transmisión automotriz
Como componente clave de los automóviles, las transmisiones automotrices tienen requisitos especialmente estrictos en cuanto a materiales, tolerancias de forma y posición, calidad de superficie y otros factores de las piezas mecánicas que las componen. El husillo del sincronizador es un componente indispensable y crucial de la transmisión, utilizado principalmente para reducir el impacto entre engranajes durante el cambio de marchas y lograr un cambio suave de velocidad del vehículo.
Los husillos de sincronizadores se producen generalmente mediante metalurgia de polvos. Durante el proceso de formación y elaboración, debido a factores como los moldes, los procesos o los materiales de origen, a menudo surgen barbillas visibles y rebanadas en los bordes entre los dientes o en la ranura central de la pieza. La existencia de estas barbillas tiene un efecto adversosobre la calidad de superficie del producto y repercute significativamente en las propiedades mecánicas, la seguridad y la experiencia del usuario de la asamblea de la transmisión. Hoy compartiremos un caso de cómo eliminar las barbillas y las rebanadas (flash) de los husillos de sincronizadores automotrices y lograr un reafilado y pulido eficiente en gran escala. Este método de proceso de reafilado también es aplicable para el desbarbado, reafilado y pulido de otras piezas automotrices, como las fabricadas mediante metalurgia de polvos o fundiciones, como engranajes, anillos dentados y casquillos.
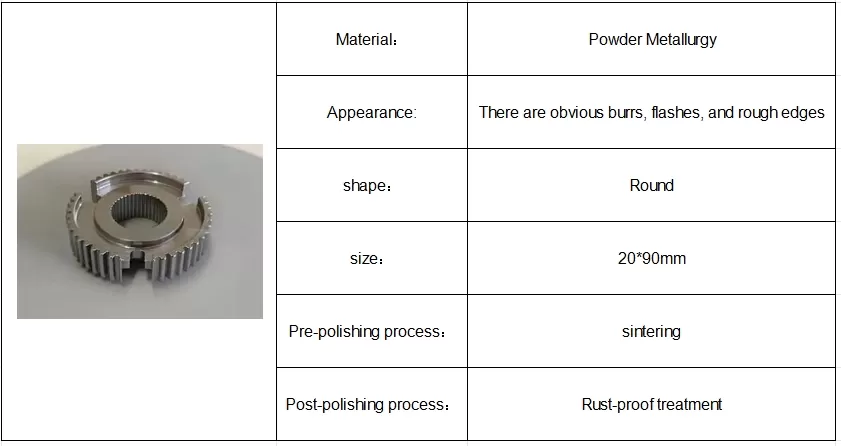
1、El husillo del engranaje del sincronizador antes del desbarbado, reafilado y pulido
2、Requisitos de pulido y desbarbado:
Eliminación masiva y eficiente de barbillas, rebanadas (flash) y bordes ásperos para mejorar la brillo de la superficie.
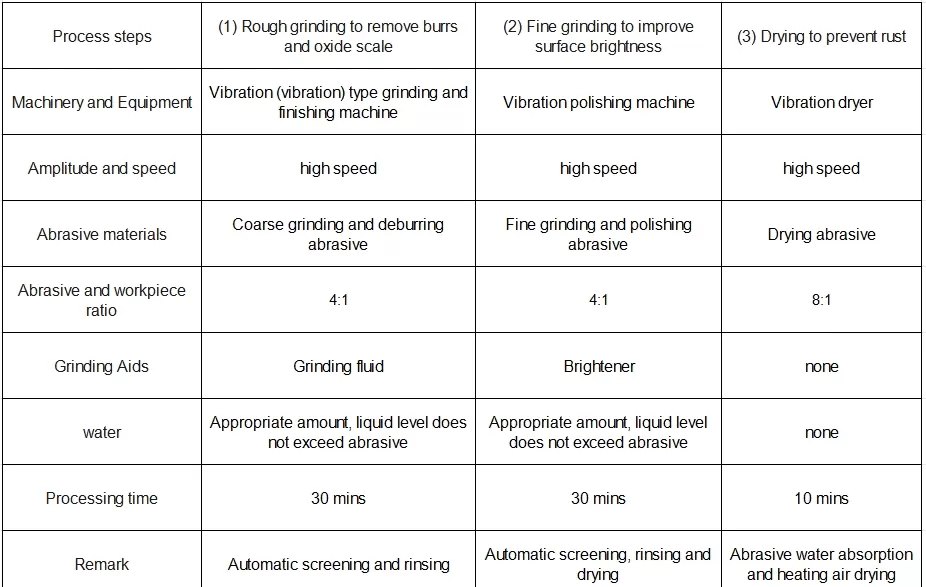
Detalles del proceso de desbarbado, reafilado y pulido del husillo del engranaje del sincronizador:
Comparación de los efectos del desbarbado, reafilado y pulido del husillo del engranaje del sincronizador


5.Notas adicionales
El proceso principal de producción del husillo del engranaje del sincronizador es la metalurgia de polvos. Después de la sinterización, se requiere un afilado (trimming) para mejorar la precisión dimensional del producto sinterizado y garantizar que la precisión del producto cumpla con los requisitos del husillo del sincronizador. Las barbillas se concentran principalmente en los bordes de los dientes y en las ranuras clave, y la cantidad diaria de procesamiento es grande. Por lo tanto, se utiliza una máquina de reafilado y pulido vibratorio para eliminar las barbillas con un abrasivo grueso de reafilado y pulido con fuerte fuerza de corte. El ángulo afilado del abrasivo puede penetrar en las ranuras entre los bordes de los dientes para lograr el efecto de eliminar las barbillas y hacer un chanfrein (chamfering).
El brillo en el reafilado fino y pulido también se logra mediante una máquina de reafilado y acabado vibratorio, utilizando abrasivos de pulido precisos de alta densidad con poca fuerza de corte. Estos abrasivos mejoran la brillo de la superficie mientras eliminan una pequeña cantidad de material y reducen la rugosidad.
Para mejorar la resistencia antirrostica y anticorrosiva del producto después de su exposición al agua, se sumerge en un inhibidor de corrosión para tratamiento antirrostico después del pulido. Finalmente, se utiliza una secadora vibratoria para secar la humedad superficial y completar el proceso.
6. Resumen final
En este caso, demostramos el proceso de chanfreinado, desbarbado y pulido de superficie de un componente de husillo del engranaje del sincronizador fabricado por metalurgia de polvos.
Este proceso también es aplicable al pulido de superficies de piñones (sprockets) de metalurgia de polvos, bielas (bushings), piezas estructurales, productos de impresión 3D y artículos moldeados por inyección de polvos metálicos (MIM).