






HXC Biegerohr-Kernzugsform
2024-10-15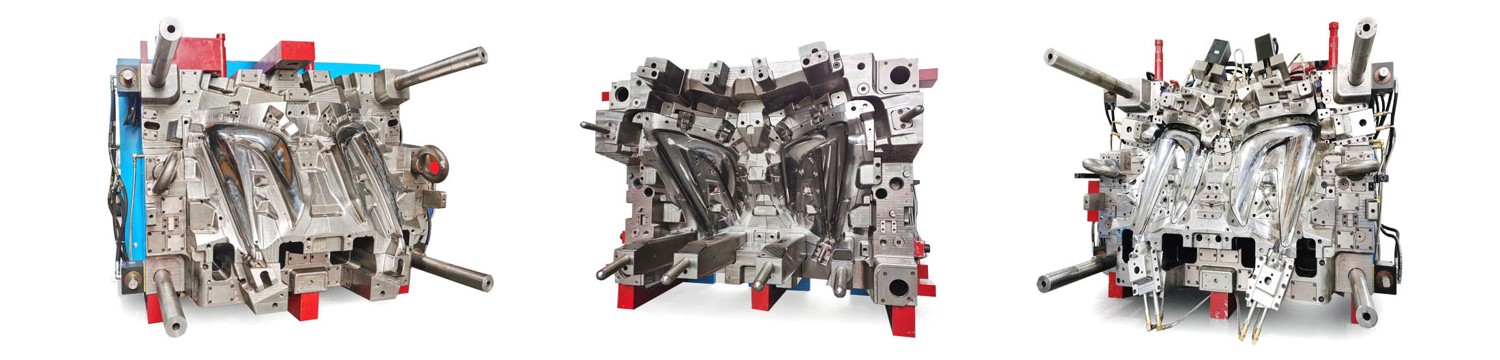
Werkzeugbau & Spritzgießen
Mit über zwei Jahrzehnten branchenführender Erfahrung spezialisiert sich HXC auf fortschrittliche Werkzeuglösungen, einschließlich Zweifarben-, Mehrkomponenten-, Overmolding- und Insert-Molding-Technologien (Kunststoff/Metall-Hybrid). Unser vertikal integrierter Arbeitsablauf umfasst Design, Präzisionswerkzeugbau, Hochvolumenfertigung und Qualitätssicherung, unterstützt durch hochmoderne Messtechniksysteme.
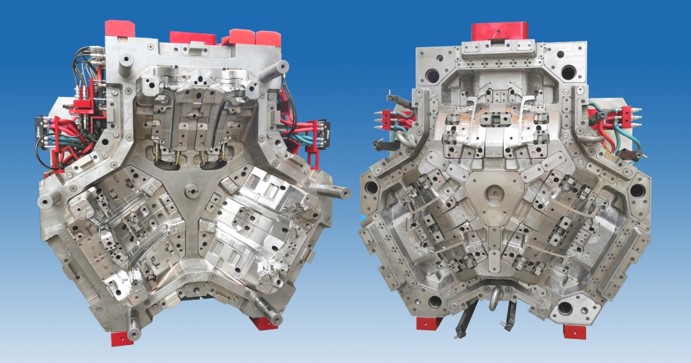
Beispiele für mehrfarbige Automobilwerkzeuge
Mold type:Automotive HL Lamp
Mold name:Rear Combo Lamp Housing Mould
Mold life:Five Hundred Thousand Sets
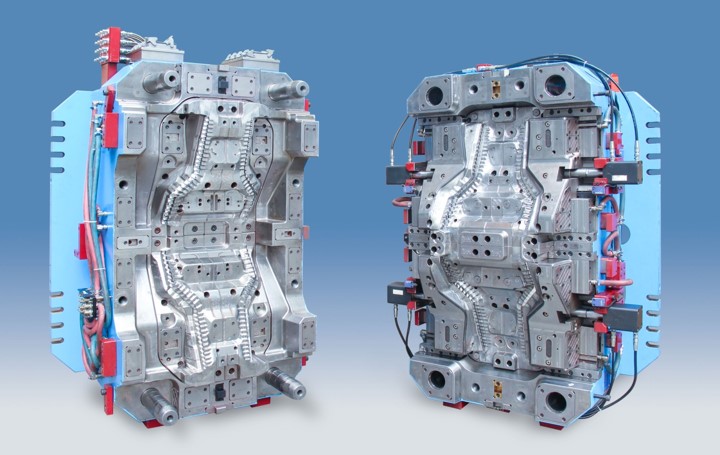
Typ der Form: Automobil-Scheinwerfer HL
Name der Form: 2K-Flachlichtleitermold
Lebensdauer der Form: Fünfhunderttausend Sätze
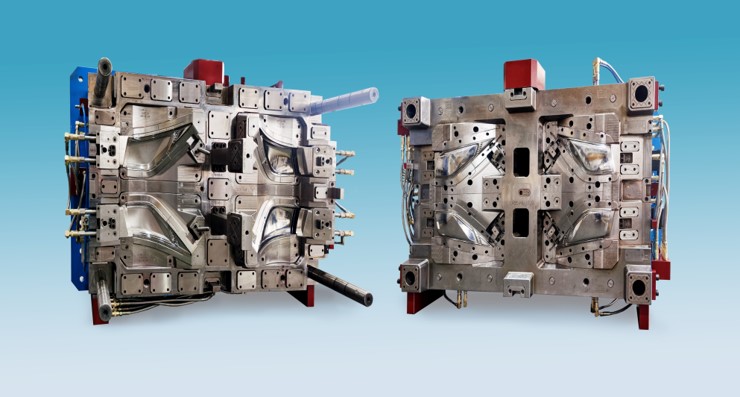
Typ der Form: Automobil-Rückleuchten RL
Name der Form: Form für Kombinationsrückleuchtengehäuse
Lebensdauer der Form: Fünfhunderttausend Sätze
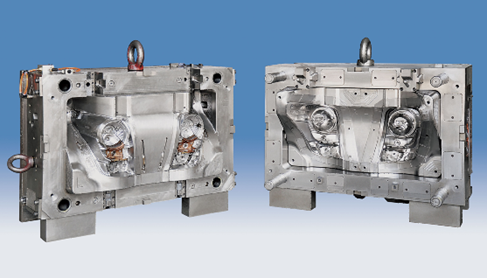
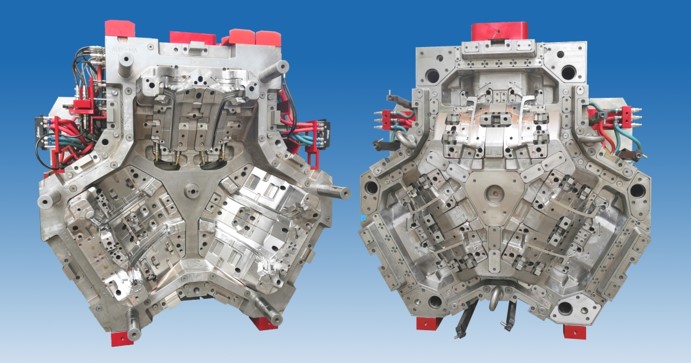
Typ der Form: Automobil-Scheinwerfer HL
Name der Form: Dreifarbige 3-Stellungen-Form
Lebensdauer der Form: Fünfhunderttausend Sätze
Beispiele für mehrfarbige Automobilprodukte

Lampe: RCL-Linse
Name:Automotive Lighting
Farbe: 3-Farben

Lampe: RCL-Linse
Name:Automotive Lighting
Farbe: Zweifarbig

Lampe: HL-Linse
Name:Automotive Lighting
Farbe: Zweifarbig

Lampe: RCL-Linse
Name:Automotive Lighting
Farbe: Zweifarbig
Spezielle Produktionsausrüstung für Zweifarbensprozesse
Blaulichtscanner

Doppelkopf-EDM-Maschine

CNC-Bohr- und Fräs-Kombinationsmaschine
Spezielle Produktionsausrüstung für mehrfarbige Produkte

530T 2K-Spritzgussmaschine

Dickenwand-2K-Spritzgussmaschine
Ausstellung anderer industrieller mehrfarbiger Produkte von HXC






Zehn kritische Aspekte für die 2K-Formenkonstruktion beim Injektionsgießen
Two distinct cavity inserts form individual product components, while the two core inserts maintain identical geometry.
Die Werkzeugraumseite muss konzentrisch 180 Grad drehen und eine präzise Ausrichtung mit dem Formkern erreichen.
Prüfen Sie die Maschinenspezifikationen, einschließlich maximaler/minimaler Formhöhe, Abstand der Auswerferstifte und Schließkraft, während der Konstruktion.
Three-plate tooling requires self-ejecting nozzle systems, with special attention to reliable ejection of flexible material nozzles.
Designen Sie Freiläufe (Klarancen) in der Werkzeughohlung der zweiten Injektion, um Schäden am Bauteil der ersten Injektion zu vermeiden. Prüfen Sie gründlich die Integrität der Abdichtungszone, um Risiken von Spriben (Fließern) unter hohem Injektionsdruck auszuschließen.
Dimensionieren Sie das Bauteil der ersten Injektion leicht größer, um eine enge Registerung im Werkzeugraum während der zweiten Injektion zu gewährleisten und die Dichtwirkung zu verbessern.
Verhindern Sie, dass die Schmelzeströmung während der zweiten Injektion das Bauteil der ersten Injektion verschiebt, was zu Maßabweichungen führen könnte.
Implementieren Sie für beide Formnester (Cavities) und Formkerne (Cores) ausgeglichene und gleichmäßige Kühlkanalgeometrien.
Angesichts der Verformungsrisiken bei flexiblen Materialien, beinhalten 99 % der Anwendungen die Formgebung von starren Bauteilen als erstes, gefolgt von einer flexiblen Overmoldung
Optimieren Sie die Materialhaftung durch die Auswahl kompatibler Harze (z. B. spezialisierte TPU-Grades) und kontrollierte Formflächenfinishierungen – glattere Oberflächen verbessern die Haftfestigkeit.