








CNC-Bearbeitung von ABS
2024-10-21
HXC-Hochpräzisionsfertigungsprozess: Das Geheimnis
2024-11-05Drehen verschiedener Materialien, Verwendung von HXC-Werkzeugen
In dieser Zeit rascher technologischer Entwicklung und Iteration werden die Grenzen des traditionellen Maschinenbaus stetig erweitert. Metallmaterialien, nachdem sie in Präzisionsbauteile verarbeitet wurden, wirken wie Schlüssel, die die Türen zu zahlreichen aufstrebenden Branchen öffnen. Unter diesen hebt sich die 3C-Industrie - bestehend aus Computern, Kommunikation und Verbrauchselektronik - als leuchtender Stern in der neuen Industrielandschaft hervor und zeigt eine vigorous Vitalität.
In diesem Prozess der Metallbearbeitung ist das Metallschneiden der entscheidende Schlüssel. Die Rolle von Schneidwerkzeugen im Bearbeitungsprozess ist von grundlegender Bedeutung und beeinflusst direkt die Qualität des Produkts. Oft hängt das Gelingen oder Misslingen eines Produkts von der Wahl der Schneidwerkzeuge ab. Heutzutage wollen wir uns gemeinsam in die faszinierende "Kleine Welt" der Dreharbeiten eintauchen und erkunden, wie man bei der Bearbeitung verschiedener Metallmaterialien das ideale "Traumwerkzeug" auswählt.
Stahlwerkstoffe können in unlegierte Stähle, niedriglegierte Stähle und hochlegierte Stähle eingeteilt werden, und die Art des Werkzeugs beeinflusst ebenfalls die Effizienz der Drehoperationen.
Unlegierter Stahl (Kohlenstoffgehalt unter 0,55 %): Der Kampf gegen das Spanbrechen
Beim Drehen von unlegiertem Stahl ist das Spanbrechen wie eine hartnäckige "Straßenbarriere", und es neigt auch zur Bildung von Ansätzen. Bei der feinen Arbeit des Präzisionsbauteilbearbeitens erfordert das Überwinden der Herausforderungen der Spanbildung und des Spanbrechens die Erhöhung der Vorschubgeschwindigkeit. Übermäßige Ansätze können die Lebensdauer des Werkzeugs verkürzen. Die Erhöhung der Schnittgeschwindigkeit kann das Auftreten von Ansätzen verringern und eine reibungslose Bearbeitung gewährleisten.
In diesem Prozess wurden einige wichtige Überlegungen für die Werkzeugauswahl zusammengefasst: Zunächst ist die Werkzeugbeschichtung von entscheidender Bedeutung; verschleißfeste Beschichtungen können den Angriff von Spanansätzen widerstehen und die Werkzeuglebensdauer verlängern. Zweitens sollte der Vorschubwinkel des Werkzeugs nicht zu klein sein; ein geeigneter Vorschubwinkel unterstützt das reibungslose Abfließen der Späne und reduziert die Verstopfung.
Niedriglegierter Stahl: Kluges Vorgehen gegen Verschleiß
Die Zerspanbarkeit von niedriglegiertem Stahl hängt von der Wärmebehandlung (Härte) und dem Legierungsgehalt ab. Beim Drehen tritt am häufigsten ein Flankenverschleiß und ein Kraterverschleiß am Werkzeug auf. Daher sollten Werkzeuge mit einer besonders hohen Beständigkeit gegen Flankenverschleiß vorgezogen werden.
Beim Auswahl solcher Werkzeuge ist auf das Werkzeugkörpermaterial zu achten; hochwertige Hartmetallwerkzeugkörper bieten eine solide Unterstützung für die Verschleißbeständigkeit. Darüber hinaus sollte die Kanten-Schärfenerhaltung des Werkzeugs gut sein; andernfalls werden häufige Schleifvorgänge die Arbeit verzögern und die allgemeine Effizienz beeinträchtigen.
Hochlegierter Stahl: Unbeirrt durch Hochtemperaturdeformation
Hochlegierter Stahl ähnelt insofern niedriglegiertem Stahl, als dass je höher der Legierungsgehalt und die Härte sind, desto geringer die Zerspanbarkeit ist. Bei der Drehbearbeitung von präzisen Teilen aus Hochlegiertem Stahl mit einer Härte von HB 450 verwandelt sich die Schnittzone augenblicklich in einen "Dampfkessel", der zur plastischen Verformung neigt. Daher sollten Werkzeuge mit hoher Beständigkeit gegen plastische Verformung und Schnittkantenstärke in Betracht gezogen werden.
Bei der Werkzeugauswahl muss auf die Wärmeableitungsstruktur des Werkzeugs geachtet werden; ein gutes Wärmeableitungsdesign kann die Hochtemperaturansammlung verhindern und ein schnelles Erweichen des Werkzeugs vermeiden. Darüber hinaus muss die Kompatibilität zwischen Werkzeug und Werkstück exakt berücksichtigt werden; verschiedene Formen und Spezifikationen von Werkstücken aus hochlegiertem Stahl erfordern eine gezielte Werkzeuganpassung, um eine hochwertige Zerspanung zu erreichen.
Zerspanung von Edelstahl: Edelstahl hat auch seine "Launen"
Edelstahl kann in ferritisch/martensitischen Edelstahl, austenitischen Edelstahl und Duplexstahl (austenitisch/ferritisch) klassifiziert werden.
Ferritischer und martensitischer Edelstahl: Kluges Umgehen mit ähnlichen Eigenschaften
Der Spancharakter dieser beiden Edelstahltypen ähnelt denen von niedriglegiertem Stahl. Bei der Präzisionsbearbeitung von gehärtetem martensitischem Edelstahl sind Werkzeuge mit hoher Beständigkeit gegen plastische Verformung erforderlich, um dieses robuste Material zu "zähmen" und perfekte Teile herzustellen.
Bei diesen Edelstahltypen darf die Korrosionsbeständigkeit des Werkzeugs nicht außer Acht gelassen werden, vor allem aufgrund der einzigartigen Spanbearbeitungsumgebung von Edelstahl. Darüber hinaus muss das Werkzeug ausreichend zäh sein; Werkzeuge mit geringer Zähigkeit neigen dazu, beim Umgang mit gehärtetem Edelstahl abzubrechen, was zu Bearbeitungsausfällen führen kann.

Austenitischer Edelstahl: Kluges Lösen spezieller Verschleißprobleme
Austenitischer Edelstahl ist unter den Edelstählen am weitaus häufigsten vorkommend. Dennoch treten bei der Spanbearbeitung häufig Kraterverschleiß, plastische Verformungen und Spanansätze an herkömmlichen Werkzeugen auf. Bei der Drehbearbeitung tritt zudem "Ermüdungs härten" auf, was zu Nutverschleiß und Burrs am Werkzeug führt. Daher sollten runde Einsätze oder kleine Auftriebswinkel gewählt werden, um Nutverschleiß zu verhindern und effektiv zu blockieren.
Beim Auswahl der Werkzeuge ist auf das Spanbrecher-Design zu achten; ein rationelles Spanbrecher-System kann die zeitnahe Spanunterbrechung gewährleisten und verhindern, dass Späne verwickelt werden. Darüber hinaus sollte die Werkzeugoberflächenqualität hoch sein; raue Werkzeugoberflächen neigen stärker zur Spanhaftung und verschärfen den Verschleiß.
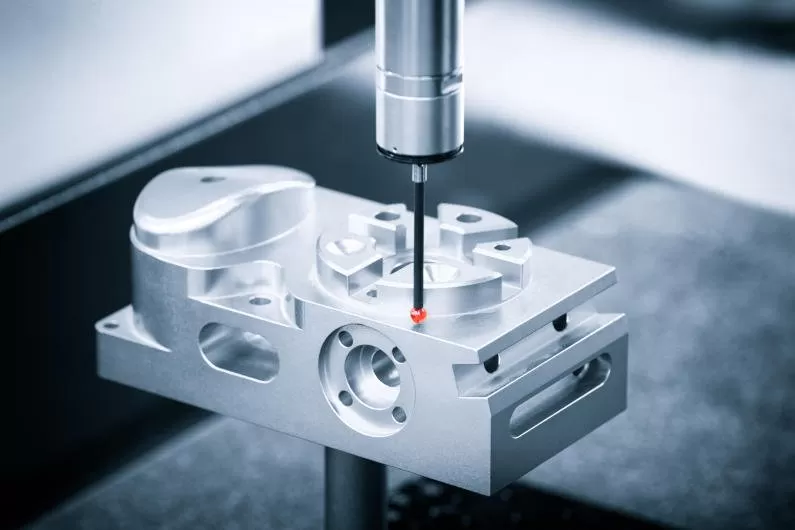
Drehen ist eine der häufigsten Metallspanverfahren in der Präzisionsbauteilbearbeitung. Vorschubgeschwindigkeit, Schnittgeschwindigkeit und Schnitttiefe sind die Hauptparameter, die direkt die Werkzeuglebensdauer beeinflussen. Verschiedene Materialien weisen unterschiedliche Eigenschaften auf, und angesichts der enormen Vielfalt der Materialien ist eine spezifische Analyse während des Maschineneinsatzes erforderlich.