








Künstlerische Beleuchtungslösungen
2025-03-06
Fallstudie zur Schrumpflochbildung in Gusseisenbauteilen
2025-03-11Bubble Tracking im Gießsystem der Schwerkraftgussform
HXC's Kunden stammen aus verschiedenen Branchen weltweit. Wir verstehen die Bedeutung eines internationalen Denkens, Integrität, Aufrichtigkeit und einer "keine Ausreden" Haltung. Gerade diese Service-Mentalität ist der Schlüssel, um die langfristige Zusammenarbeit mit unseren Kunden aufrechtzuerhalten. Wir übernehmen Verantwortung und behandeln die Produkte unserer Kunden, als wären es unser eigenes Geschäft.
Unsere Dienstleistungen umfassen die Herstellung von Prototypen, CNC-Bearbeitung, Formenbau, Spritzguss, Druckguss, Blechbearbeitung und Stanzen, Extrusion, Produktmontage sowie eine Vielzahl von Oberflächenbehandlungen.
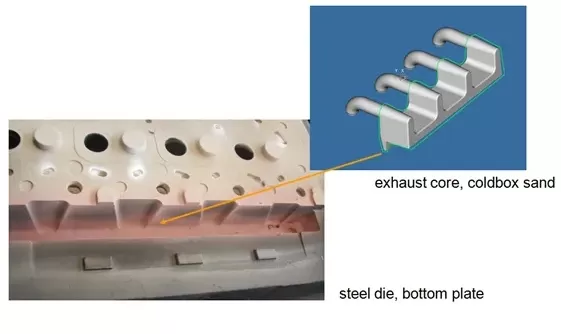
Beschreibung des Formkörpers
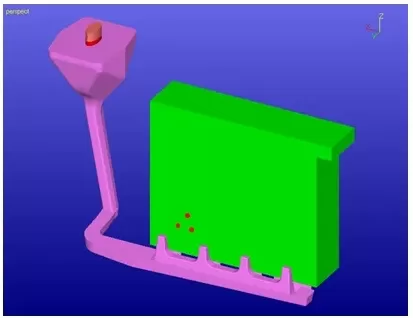
Gießsystem
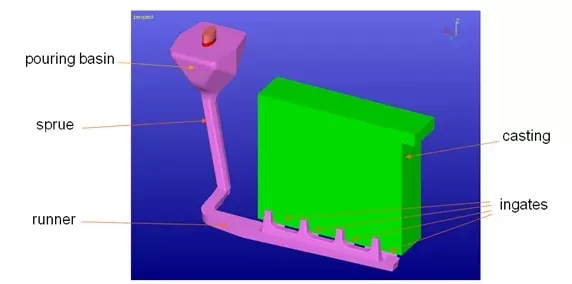
Gießertor-Design
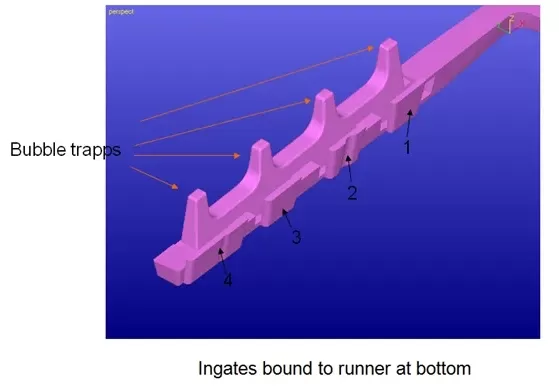
Das Gießertor ist über den Boden des Gießrinnsels mit der Gußform verbunden, und in der Mitte jedes Gießertors ist ein Blasenansammelbereich konzipiert.
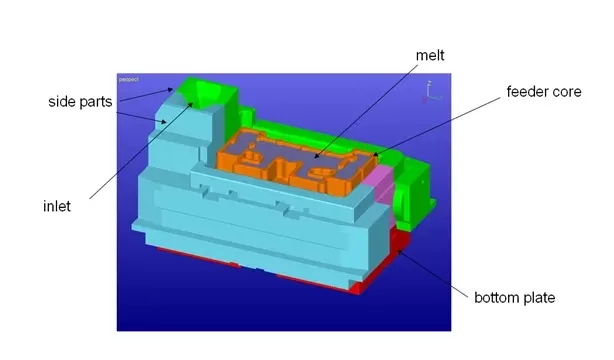
Beschreibung der Verbindungsstelle des Formkörpers
Problem-Beschreibung
1. Nach dem Erstarren der Gußform treten Schrumpfdefekte im Bereich zwischen Gießertor 1 und Gießertor 2 auf.
2. Ich hoffe, mit FLOW-3D CAST die Ursache der Schrumpfung zu verstehen.
Ursachen der Schrumpfung bei Gießen
Überprüfung der obigen vier Lösungsansätze für Schrumpfloch 缺陷
- 1.Schrumpfloch-Defekt
- 2. Berücksichtigung der Erstarrungsschrumpfung
- 3. Gasabscheidungsschrumpfung
- 4. Ermöglichen Sie, dass sich das schmelzflüssige Metallegierung vor dem Gießen von Gas befreit.
- 5. Gasleckage und Schrumpfung des Sandkerns
- 6. hauptsächlich von dem von der Klebstoff erzeugten Gas herrühren
- 7.Die meisten Schrumpfungsporen sind gleichmäßig verteilt.
- 8. Luftschrumpfung
- 9. Während des Gießvorgangs entsteht eine Unterdruckzone, und Gas wird aus der Fuge angesaugt.
- 10、Läuferbereich
- 11、Torbereich
- 12. Während des Gießvorgangs werden weiterhin Blasen erzeugt.
Cause confirmation
Analysis 1: Assume that the pressure change of the metal liquid during the pouring process brings gas into the casting.
1. Wenn der Druck im Laufformteil und am Tor höher als der Atmosphärendruck ist, ist es unmöglich, Gas aus der Fugenoberfläche zu saugen.
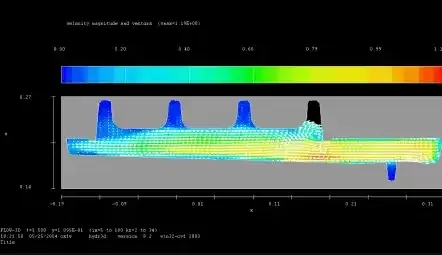
2. Wenn die Strömungsgeschwindigkeit an der Torposition gleich ist, sollten an jeder Torposition gleichmäßig Blasen erzeugt werden.
Strömungsgeschwindigkeitsverteilung im Torbereich
Druckänderungen im Laufformsystem
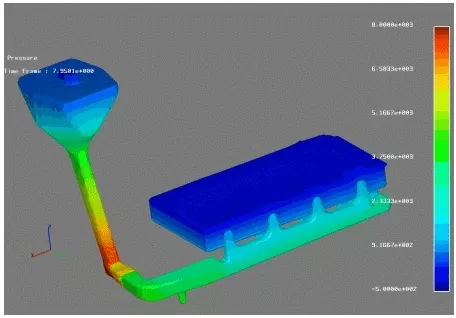
The results show that the pressure difference should not bring in gas.
Analysis 2: Assume that the molten metal brings gas into the casting in the runner during pouring
1.Gas, das im Stößelbereich vorliegt
2. Wird dieses Gas in den Laufformbereich hinabgespült?
3. Wenn dieses Gas in den Laufformbereich gespült und durch das Tor eintritt, würden sich diese Gase in bestimmten Bereichen konzentrieren? Oder verteilen sie sich gleichmäßig?
4. Beeinflusst die Größe der Blasen die Konzentration?
5. Analysesimulationseinstellungen
6. Blasen werden in der Gießschale position mit gleichmäßiger Geschwindigkeit erzeugt.
7. Dichte: 10-fache Luft densidad
8. Dimensionen-Design: 0,3 mm, 0,5 mm, 0,8 mm
9. Teilkopplung (Fluidbewegung wird nicht durch Blasen beeinflusst)/Vollkopplung (Fluidbewegung wird durch Blasenbewegung beeinflusst)
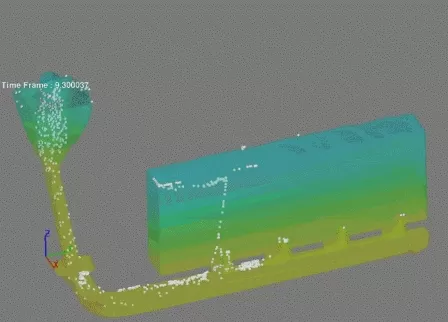
Open Bubble Simulation
- Blasen, die unterhalb des Einlasses mit konstanter Rate erzeugt werden
- Dichte: 10-fache Luft-Dichte (Oxidschicht)
- Größe (Durchmesser): 0,3 mm, 0,5 mm, 0,8 mm
- Partial interaction/full interaction
Tor-Design A, Blasengröße 0,5 mm, vollkommen gekoppelt.
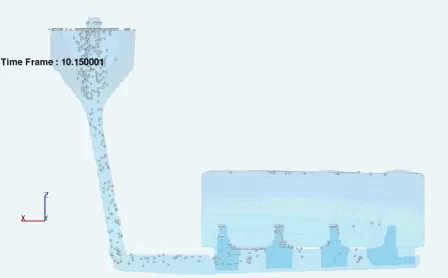
Gate design A, bubble size 0.8 mm, fully coupled.
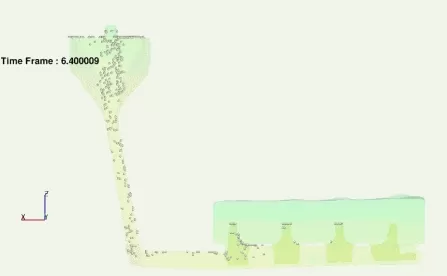
Tor-Design B, Blasengröße 0,3 mm, vollkommen gekoppelt.
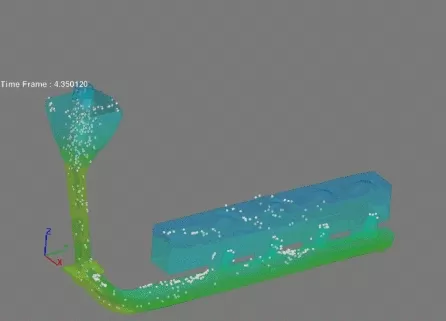
Tor-Design B, Blasengröße 0,5 mm, vollkommen gekoppelt.
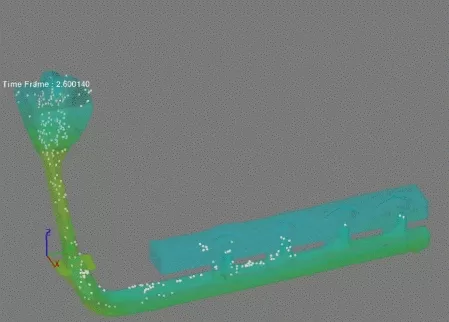
Tor-Design B, Blasengröße 0,8 mm, vollkommen gekoppelt.
Schlussfolgerung
Ursprünglich wurde vorausgesagt, dass Blasen Defekte sind, die während des Erstarrungsprozesses des Gussstucks entstehen.
Auf Grundlage der numerischen Simulation wurde der wirkliche Grund für die Entstehung von Blasen bestätigt.
Das Gießsystem kann optimiert werden, um das Problem der Blasenbildung zu verringern.