







Bubble Tracking im Gießsystem der Schwerkraftgussform
2025-03-08
Effizientes Entgrats- und Schleifverfahren für Aluminiumguss- und Automobilbauteile
2025-03-19Ursachen von Schrumpfungen und Schrumpflöchern bei sandüberzogenen Gusseisengusslingen sowie deren Verbesserungsprozess
Zusammenfassung:
- Gemäß den Erstarrungseigenschaften von Gusseisen und den Volumenänderungen während des Erstarrungsprozesses wird die Ansicht vertreten, dass das Verfahren der sandüberzogenen Gußformgußung zur Herstellung von Gusseisenbauteilen auch einer Schrumpfungscompensation bedarf. Bei der Prozessgestaltung sollte die gute Steifigkeit der Gußform vollständig genutzt werden, um die Eigenschaften der Selbstschrumpfungscompensation durch graphitische Expansion von Gusseisen effektiver zur Anwendung zu bringen. Es werden die hittenfreie Methode, die sequentielle Erstarrungsmethode, die direkte praktische Hittenmethode, die balancierte Erstarrungsmethode, die kalte Hittenmethode, die Kühlmittelmethode und die numerische SimulationsTechnik angewendet, und die Prozessmaßnahmen zur Verhinderung von Schrumpfungen und Schrumpflöchern in Gußlingen werden anhand mehrerer Beispiele detailliert erläutert.
Gusseisen zeichnet sich durch hohe Festigkeit, gute Zähigkeit und niedrigen Preis aus und wird weitgehend in wichtigen Produktionsbranchen wie Automobil, landwirtschaftliche Maschinen, Schiffe, Pipelines, hydraulische Maschinen usw. eingesetzt. Dennoch bleiben die Schrumpf- und Lochdefekte an Gusseisenbauteilen immer noch ein herausstehendes Problem in der Produktion. Die sandüberzogene Gußformgußung ist eine neue Gießtechnik, die auf der Basis der Metallformgußung und der Schalenformgußung entwickelt wurde.
Da die aus der Eisenform und der Sandummantelung zusammengesetzte Form eine gute Steifigkeit, schnelles Abkühlen und eine gute Dichte der Sandummantelung aufweist, haben die produzierten Gusslinge die Vorteile hoher Formgenauigkeit, kleiner Bearbeitungsspielräume, guter Oberflächenqualität, dichter innerer Struktur und guter Qualitätskonsistenz der Produkte. Insbesondere für Gusseisenbauteile kann die graphitische Expansion vollständig genutzt werden, um ihre Eigenschaften der Selbstschrumpfung zur Geltung zu bringen. Dies bedeutet jedoch nicht, dass Gusseisenbauteile, die durch sandüberzogene Eisenformgußung geformt werden, keine Schrumpfdefekte aufweisen und ohne Hitte gegossen werden können. Auf der Grundlage der Erstarrungseigenschaften von Gusseisen verbindet dieser Artikel die numerische SimulationsTechnik, um verschiedene Methoden und erfolgreiche Fälle zur Verhinderung von Schrumpflöchern und Schrumpfungen im Prozess der sandüberzogenen Eisenformgußung vorzustellen.
EINS
In In- und Ausland haben Gießerei-Arbeiter über mehrere Jahrzehnte an Gusseisen geforscht und festgestellt, dass es unterschiedliche Erstarrungseigenschaften von anderen Legierungen aufweist, die sich hauptsächlich in folgenden Aspekten zeigen:
(1) Der eutektische Erstarrungsbereich von Gusseisen ist relativ breit. Bei der eutektischen Kristallisation von Gusseisen wird der Graphitkern, wenn er sich in der flüssigen Phase infolge der Zugabe von Magnesium auf eine bestimmte Größe ausdehnt, von Austenit umgeben. Da die Austenitschale die Diffusion von Kohlenstoffatomen aus der Schmelze zu den Graphitkugeln behindert, verlangsamt sich die Wachstumsrate der Graphitkugeln, und der Erstarrungsprozess verläuft langsam, sodass ein neuer Graphitkern auf einem neuen Graphit-Heterokern bei einem größeren Unterkühlungsgrad gebildet wird, um die eutektische Erstarrung aufrechtzuerhalten. Daher erfolgt die eutektische Umwandlung in einem relativ breiten Temperaturbereich, was zur Koexistenz von festem und flüssigem Zustand in einem weiten Abschnitt der Gussform führt, eine breiartige Erstarrung, die es schwierig macht, die Schrumpfung während der Erstarrung auszugleichen.
(2) Gusseisen weist viele Graphitkerne auf. Im Vergleich zu Grauguss muss Gusseisen einer Spheroidisierung und Inokulation unterzogen werden. Es verfügt über viel mehr Graphitkerne als Grauguss, und die Größe der eutektischen Cluster ist viel feiner als bei Grauguss.
(3) Gusseisen entwickelt während der Erstarrung eine große graphitische Expansionskraft. Während des eutektischen Erstarrungsprozesses wird das Graphit von Gusseisen schnell von einer Austenitschale umgeben. Die durch das Wachstum des Graphit verursachte Expansion kann nicht auf die flüssige Eisen schlagen, was zu einer größeren eutektischen Expansionskraft führt. Die graphitische Expansionskraft ist fünfmal größer als die von Grauguss. Wenn die Steifigkeit der Form nicht hoch ist, führt dies zur Dehnung der Form und zur Dehnung der Gussform. Die graphitische Expansionskraft wird freigesetzt, was die Schrumpfungscompensation des Metalls während der Erstarrung und des Schrumpfens reduziert und dadurch die Tendenz zu Schrumpflöchern und Schrumpfungen erhöht.
(4) Das Volumenänderungsmuster des Erstarrungsprozesses von Gusseisen gliedert sich in drei Stadien: Flüssigkeitskontraktion von der Zeit der Gussfüllung bis zur eutektischen Temperatur; Volumenexpansion, verursacht durch die Ausscheidung von Graphitkugeln während des eutektischen Erstarrungsprozesses; Volumenkontraktion während des Abkühlvorgangs nach der Erstarrung der flüssigen Eisen.
In In- und Ausland haben Experten viele Berechnungsmethoden für die Volumenänderung von Gusseisen während der Erstarrung vorgeschlagen. Zhou Gen, ein Senioringenieur bei FAW Xichai, hat auf der Grundlage vorheriger Berechnungsmethoden eine neue Berechnungsmethode vorgestellt: Für Gußeisen mit einem w(Si)-Gehalt von 2,5 % beträgt der w(C)-Gehalt des eutektischen Austenits 1,54 %~1,6 %. Enthält die flüssige Eisen 3,8 % C und 2,5 % Si, beträgt die Menge an Graphitausscheidung 3,8 % - (1,54~1,6 %) = (2,2~2,26) %, und die Expansion beträgt 4,4 %~4,52 % (die Volumenexpansion bei jeder 1 % Graphitausscheidung beträgt 2,02 % ≈ 2 %). Die Gusstemperatur beträgt 1.350 °C, die eutektische Temperatur 1.150 °C. Nach Abzug der Temperaturabsenkung von 50 °C im Gusssystem verbleibt eine Überhitzung von 150 °C. Die Flüssigkeitskontraktion wird nach der Flüssigkeitskontraktionsrate (1,6~1,8) %/100 °C berechnet, resulting in einer Flüssigkeitskontraktion von 2,4 %~2,7 %. Die metallurgische Erstarrungskontraktion wird nach Daten von 3 % für nicht graphitisiertes Stahl berechnet, so dass die Gesamtkontraktion 5,4 %~5,7 % beträgt. Bei höherer Gusstemperatur ist die Gesamtkontraktion größer, was offensichtlich nicht vollständig durch die graphitische Expansion ausgeglichen werden kann. Daher müssen Gusseisenbauteile unabhängig vom verwendeten Verfahren immer einer Schrumpfungscompensation unterzogen werden. Die Ansicht, dass Gusseisen keine Schrumpfung zeigt, solange die Formsteifigkeit ausreicht, ist falsch, und das Verfahren der sandüberzogenen Eisenformgußung macht keine Ausnahme.
ZWEI
Die Gieß- CAE -Technik verwendet Computer und zugehörige Software, um den Füll- und Erstarrungsprozess von Gusslingen numerisch zu simulieren, die erhaltenen Daten zu verarbeiten und zu analysieren, um Defekte vorherzusagen und den Prozess zu optimieren.
Die Füllsimulation simuliert den Einfluss des Strömungsprozesses der schmelzflüssigen Metall in der Gussform auf die Formgebung der Gusslinge. Ein reibungsloser Metallfluss und eine rationelle Füllsequenz sind wichtige Bedingungen, um die Qualität der Gusslinge zu gewährleisten, und auch die Voraussetzungen für eine vernünftige Erstarrungssequenz. Mittels Füllsimulation kann der Strömungszustand der schmelzflüssigen Metall im Guss- und Hittensystem analysiert, das Guss- und Hittensystem optimiert, die Strömungsspaltung der schmelzflüssigen Metall vermieden und die Spülung und Erosion der Form durch schmelzflüssiges Metall reduziert werden. Der Erstarrungsprozess ist der Prozess der Umwandlung von flüssig in fest, nachdem das schmelzflüssige Metall die Formhöhle gefüllt hat. Durch Erstarrungssimulation kann die Erstarrungssequenz des schmelzflüssigen Metall in der Gussform analysiert und die während des Erstarrungsprozesses auftretenden Defekte vorhergesagt werden.
Derzeit wird die numerische SimulationsTechnik in der Gießprozessgestaltung weitgehend angewendet. Im Vergleich zum herkömmlichen Sandgussverfahren ist der Wärmeübertragungsprozess des sandüberzogenen Eisenformgußverfahrens relativ komplex und umfasst den Wärmeübertrag zwischen "Gussling-Sandummantelung-Eisenform-Atmosphäre". Nach Verifizierung durch Experimente und Produktionspraxis ist die Simulationsanalyse dieses Prozesses auch relativ mature und zuverlässig.
DREI
Die zwei Hauptmerkmale des sandüberzogenen Eisenformgußverfahrens bestehen darin: ① gute Formsteifigkeit; ② die Anpassung der Dicke der Sandummantelung in verschiedenen Teilen der Form kann die Abkühlrate jeder Stelle zu einem gewissen Grad verbessern. Daher sollten seine Vorteile in der Prozessgestaltung vollständig genutzt werden. Bei Gusseisenbauteilen kann die gute Formsteifigkeit die Eigenschaften seiner Selbstkompensation durch graphitische Expansion effektiver zur Geltung bringen. Allgemein gilt, dass unter der Voraussetzung, dass keine Graphitflotation und keine Primärgraphitabscheidung auftritt, je höher der Gehalt an w(C) und w(Si) ist, umso stärker ist der Inokulationseffekt, umso förderlicher ist dies für die Graphitisierung, umso größer ist die graphitische Expansion und umso besser ist der Selbstkompensationseffekt.
Allerdings, wie oben erwähnt, benötigen Gusseisenbauteile unabhängig von der Formsteifigkeit immer eine Schrumpfungscompensation. Im sandüberzogenen Eisenformgußverfahren gibt es mehrere Methoden, um Schrumpflöcher und Schrumpfungen in Gusslingen zu verhindern, die anhand von Beispielen erläutert werden.
3.1 Hittenfreie Methode
The riserless method is to use the pouring system to carry out liquid shrinkage compensation, and maximize the use of graphitization expansion to complete self-shrinkage compensation. The iron mold sand coating process was first successfully applied to the production of crankshafts, and the riserless casting of crankshafts is also the most typical. Its process feature is the use of a thick pouring system to provide liquid shrinkage compensation for the casting. The riserless method is suitable for ductile iron castings with a casting modulus of >2.5 cm. It requires high metallurgical quality of molten iron, a small flat and thin ingating channel, and the introduction of molten iron at multiple points. In the absence of cold shut of the casting, the pouring temperature should be low.
Figure 1 shows the liquid phase area of the Steyr 615 crankshaft when it solidifies 30% after pouring. It can be seen from the figure that in the early stage of solidification, the ingating channel on the crankshaft fan plate has been closed, and the center of the main journal and the connecting rod journal has formed an overall thick liquid phase area. In the later stage, self-shrinkage compensation is completely achieved by graphitization expansion.
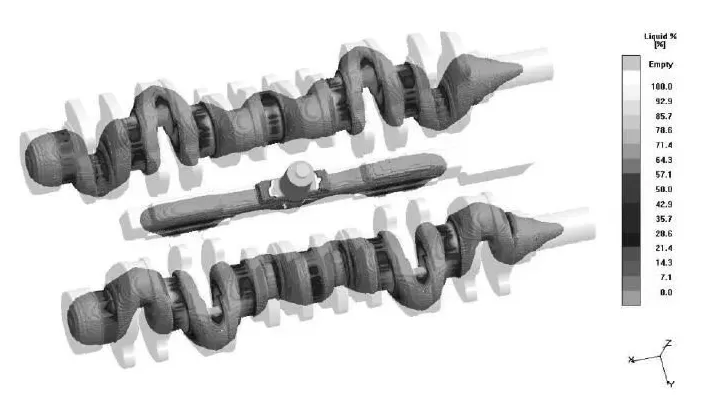
Abbildung 1 Flüssigphasen-Darstellung bei 30-prozentiger Erstarrung der Gussform
3.2 Sequenzielle Erstarrungsmethode
The riserless method is to use the pouring system to carry out liquid shrinkage compensation, and maximize the use of graphitization expansion to complete self-shrinkage compensation. The iron mold sand coating process was first successfully applied to the production of crankshafts, and the riserless casting of crankshafts is also the most typical. Its process feature is the use of a thick pouring system to provide liquid shrinkage compensation for the casting. The riserless method is suitable for ductile iron castings with a casting modulus of >2.5 cm. It requires high metallurgical quality of molten iron, a small flat and thin ingating channel, and the introduction of molten iron at multiple points. In the absence of cold shut of the casting, the pouring temperature should be low.
Figure 1 shows the liquid phase area of the Steyr 615 crankshaft when it solidifies 30% after pouring. It can be seen from the figure that in the early stage of solidification, the ingating channel on the crankshaft fan plate has been closed, and the center of the main journal and the connecting rod journal has formed an overall thick liquid phase area. In the later stage, self-shrinkage compensation is completely achieved by graphitization expansion.
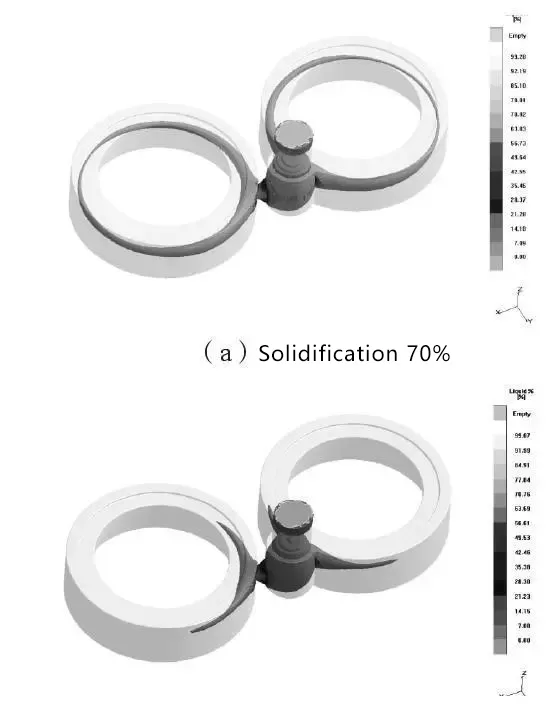
Abbildung 2 Erstarrungsprozess des Zugrades
3.3 Direkte praktische Hittenmethode
The direct practical riser method uses a riser to compensate for the liquid shrinkage of the casting. When the liquid shrinkage stops or the volume expansion begins, the riser neck or the inner gate solidifies in time, so that the eutectic expansion in the casting mold puts the molten metal under positive pressure to prevent vacuum inside the casting. The direct practical riser is suitable for ductile iron castings with a casting modulus <2.5 cm. The casting process has a high yield rate and the riser is easy to remove.
The bearing cover weighs 3.6 kg per piece, with an outline size of 118 mm×110 mm×60 mm. The material is QT500-7. When the iron mold sand casting process is used, 14 pieces are arranged in one mold. The casting is liquid-compensated using a direct practical riser. Figure 3 shows the liquid phase area when the bearing cover is 60% solidified after pouring. As can be seen from the figure, the riser neck has solidified at this time, and the liquid metal in the casting and the riser has been disconnected. The yield rate of this process reaches 76.5%, which is 25% higher than the yield rate of clay sand casting (51.5%).
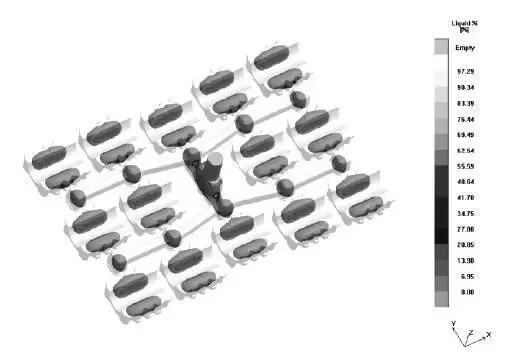
Abbildung 3 Flüssigphasen-Darstellung bei 60-prozentiger Erstarrung der Gussform
3.4 Equilibrische Erstarrungsmethode
Die Theorie der gleichgewichtigen Erstarrung besagt, dass die Rolle der Hitte bei Gußeisen nur darin besteht, den Unterschied zwischen Expansion und Kontraktion auszugleichen, der durch die Abkühlung und Erstarrung des Gusslings verursacht wird. Die Hitte muss nicht später als der Gussling erstarren. Der Kern liegt darin: Die Hitte sollte gleichzeitig vom Wärmezentrum entfernt und nahe bei diesem liegen, um die thermische Störung der Hitte auf den Gussling zu reduzieren und eine Schrumpfungsausgleichung zu erleichtern.
Das Rotormaterial ist QT500-7, der Gussling ist 628 mm lang, 195 mm breit, und der Durchmesser des mittleren Zylinders beträgt 65 mm. Der mittlere Zylinder schneidet sich mit den beiden Seitenplatten, um ein Wärmezentrum zu bilden. Bei der gleichgewichtigen Erstarrungsmethode wird die Hitte auf der Seite des abgeschnittenen Kegels neben dem Wärmezentrum angeordnet, und der flache Innenlauf ist auf den Innenumfang des Zylinders ausgerichtet, um zu verhindern, dass sich die schmelzflüssige Eisen direkt in das Wärmezentrum einfüllt. Abbildung 4 zeigt den Flüssigphasenbereich des Rotorgusslings, wenn er 85 % nach dem Gießen erstarrt ist. Aus der Abbildung geht hervor, dass sich an dem Wärmezentrum des mittleren Zylinders ein isoliertes Flüssigphasengebiet bilden wird. Die Volumenkontraktion dieses Flüssigphasengebiets wird durch die graphitische Expansion im späteren Erstarrungsprozess ausgeglichen.
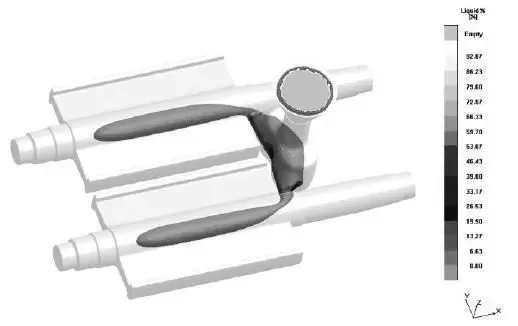
Abbildung 4 zeigt die Flüssigphase, wenn der Gussling 85 % erstarrt ist.
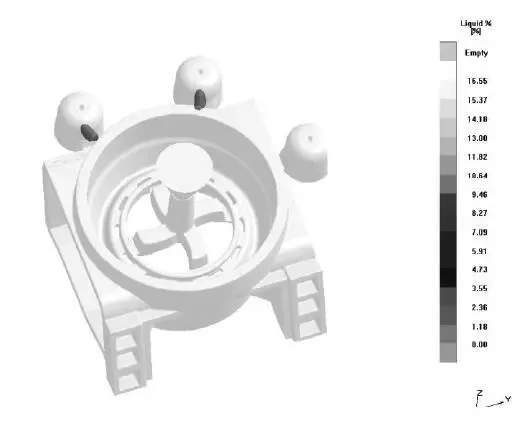
Abbildung 5 Flüssigphasen-Darstellung bei 97-prozentiger Erstarrung der Gussform
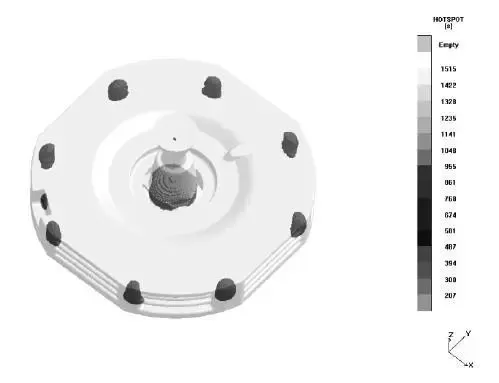
Abbildung 6 Anzeige der Wärmebereiche
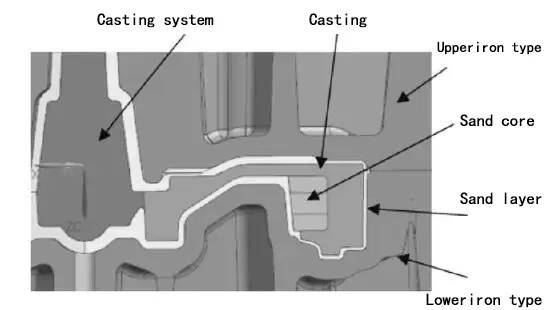
Abbildung 7 Prozessgestaltung des Motor-Endschalters
VIER
(1) Das sandüberzogene Eisenformgußverfahren zeichnet sich durch gute Formsteifigkeit, schnelle Abkühlung und eine hohe Dichte der Sandummantelung aus. Bei der Herstellung von Gusseisenbauteilen kann die graphitische Expansion vollständig genutzt werden, um ihre Selbstkompensationsmerkmale zur Geltung zu bringen. Ausgehend von den Erstarrungseigenschaften von Gusseisen und den Volumenänderungen während des Erstarrungsprozesses ergibt sich jedoch, dass das sandüberzogene Eisenformgußverfahren auch zur Kompensation der Schrumpfung von Gusseisenbauteilen beitragen muss.
(2) Im Vergleich zum herkömmlichen Sandgußverfahren ist der Wärmeübertragungsprozess des sandüberzogenen Eisenformgußverfahrens relativ komplex und umfasst die Wärmeübertragung zwischen "Gussling-Sandummantelung-Eisenform-Atmosphäre". Durch Experimente und Produktionserfahrungen bestätigt, ist die Simulationsanalyse dieses Prozesses relativ mature und zuverlässig.
(3) Die Eisenform zeichnet sich durch eine gute Formsteifigkeit aus und kann die Selbstkompensationsmerkmale der graphitischen Expansion effektiv zur Geltung bringen. Unter der Voraussetzung, dass keine Graphitflotation und keine Primärgraphitabscheidung auftritt, ist der Inokulationseffekt umso stärker, je höher der Gehalt an C und Si ist.
(4) Die Erfolgsfälle, in denen verschiedene Methoden wie die hittenfreie Methode, die sequenzielle Erstarrungsmethode, die direkte praktische Hittenmethode, die gleichgewichtige Erstarrungsmethode, die Kalt-Hittenmethode und die Kühlermethode zur Verhinderung von Schrumpffehlern in Gusslingen angewendet wurden, zeigen die Notwendigkeit einer spezifischen Analyse und Gestaltung des sandüberzogenen Eisenformgußverfahrens für verschiedene Gusslinge.